
Parametri tal-Iwweldjar tal-Magna tal-Iwweldjar bil-Laser Deskrizzjoni Dettaljata
L-iwweldjar bil-lejżer huwa metodu preċiż u effiċjenti biex jingħaqdu materjali, partikolarment metalli.
Il-fehim tal-parametri tal-iwweldjar huwa kruċjali biex jinkisbu riżultati ottimali.
Dan l-artikolu jiddeskrivi l-prinċipji u l-parametri essenzjali li jinfluwenzaw l-effettività tal-iwweldjar bil-lejżer, inkluż il-ħxuna tal-materjal, id-dijametru tal-wajer, is-settings tal-qawwa, u aktar.
Prinċipji Ewlenin tal-Iwweldjar bil-Laser
1. Ħxuna tal-Materjal u Dijametru tal-Wajer:
Meta tkun qed issaldja materjali eħxen, huwa essenzjali li tuża wajer tal-iwweldjar eħxen u setting ta' qawwa ogħla.
Bil-maqlub, għal materjali irqaq, wajer tal-iwweldjar aktar fin u qawwa aktar baxxa huma adattati.
o Pereżempju, jekk il-ħxuna tal-materjal tiżdied, id-dijametru tal-wajer għandu jiżdied ukoll proporzjonalment, u l-qawwa għandha tiġi aġġustata biex tkun ogħla filwaqt li titnaqqas il-veloċità tal-għalf tal-wajer.
Dan jiżgura li biżżejjed enerġija tippenetra l-materjal għal weldjatura solida.
2. Issettjar tal-Qawwa u Dehra tal-Weldjatura:
o L-issettjar tal-qawwa jinfluwenza direttament id-dehra tal-weldjatura.
Qawwa aktar baxxa għandha t-tendenza li tipproduċi wiċċ tal-weldjatura aktar abjad, filwaqt li qawwa ogħla tirriżulta f'ħjata tal-weldjatura aktar skura u aktar ikkulurita.
Hekk kif tiżdied il-qawwa, il-weldjatura tista' wkoll tgħaddi minn dehra b'ħafna kuluri għal kulur predominantement iswed, u dan jindika li l-weldjatura qed tifforma minn naħa waħda.
Din il-karatteristika hija kruċjali biex tiġi vvalutata l-kwalità tal-weldjatura u biex jiġi żgurat li tissodisfa l-istandards mixtieqa.
3. Għażla tad-Dijametru tal-Wajer:
L-għażla tad-dijametru xieraq tal-wajer hija kruċjali.
Id-dijametru tal-wajer tal-iwweldjar m'għandux jaqbeż il-ħxuna tal-materjal, u idealment għandu jkun preġudikat biex ikun eħxen mill-materjal bażi.
Din l-għażla tinfluwenza b'mod sinifikanti l-milja tax-xoffa tal-iwweldjar.
Wajer eħxen jista' jikkontribwixxi għal weldjatura aktar robusta, filwaqt li wajer li jkun irqiq wisq jista' jirriżulta f'fużjoni insuffiċjenti u ġonta aktar dgħajfa.
4. Dijametru tal-Wajer tal-Iwweldjar u Wisa' tal-Iskennjar:
o Id-dijametru tal-wajer tal-iwweldjar jaffettwa wkoll il-wisa' tal-iskennjar tar-raġġ tal-lejżer.
Wajer iktar fin jeħtieġ wisa' ta' skennjar iktar dejqa, li jista' jkun ta' vantaġġ għal applikazzjonijiet ta' wweldjar ta' preċiżjoni fejn huma meħtieġa dettalji fini.
Din ir-relazzjoni tippermetti kontroll aħjar tad-dħul tas-sħana u tiżgura li l-iwweldjar ikun iffukat fuq iż-żona mixtieqa, u b'hekk jitnaqqas kemm jista' jkun il-ħsara potenzjali lill-materjal tal-madwar.
Trid Tkun Taf Aktar Dettalji
Dwar l-Iwweldjar bil-Laser?
Fatturi Esterni li Jaffettwaw il-Parametri tal-Iwweldjar
Huwa importanti li wieħed jinnota li diversi fatturi esterni, bħall-gass protettiv u l-kundizzjonijiet ambjentali, jistgħu jaffettwaw b'mod sinifikanti l-proċess tal-iwweldjar.
Għalhekk, huwa rakkomandabbli li l-parametri tal-iwweldjar jiġu aġġustati abbażi tal-kundizzjonijiet f'ħin reali.
• Gass ta' Protezzjoni: It-tip u r-rata tal-fluss tal-gass ta' protezzjoni jistgħu jaffettwaw il-kwalità u d-dehra tal-iwweldjar.
Kopertura xierqa tal-gass tista' tipprevjeni l-ossidazzjoni u ttejjeb il-finitura ġenerali.
• Kundizzjonijiet Ambjentali: Fatturi bħat-temperatura, l-umdità, u l-fluss tal-arja jistgħu jinfluwenzaw il-prestazzjoni tal-magna tal-iwweldjar bil-lejżer u l-proprjetajiet tal-iwweldjar.
Xi informazzjoni oħra dwar il-Laser Welder?
Iwweldjar bil-Laser tal-Azzar tal-Karbonju
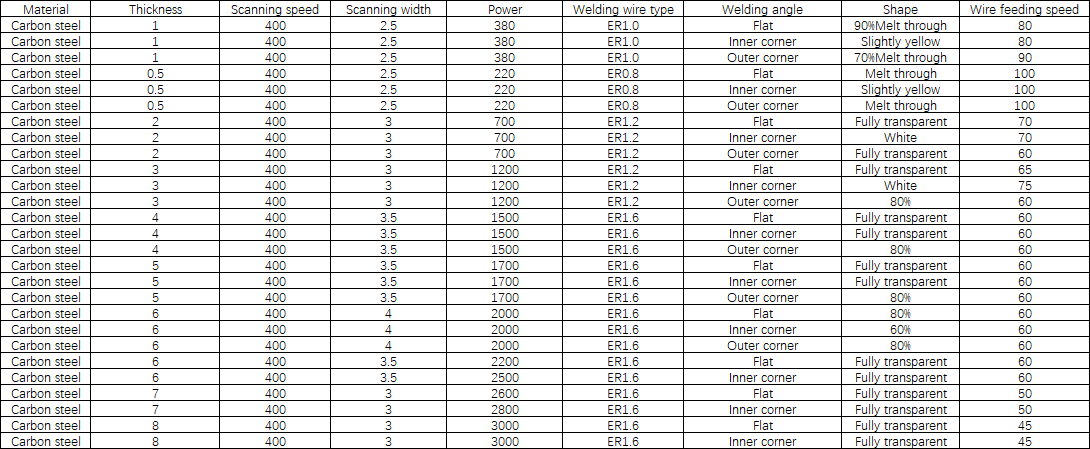
Nota: Minħabba l-influwenza tas-saff taż-żingu tal-folja galvanizzata, il-qawwa tal-folja galvanizzata tista' titnaqqas b'mod xieraq
Iwweldjar bil-Laser bl-Idejn tal-Azzar Inossidabbli
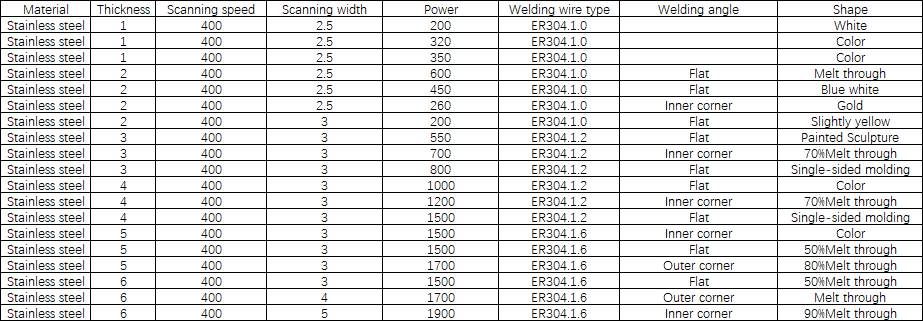
Noti: azzar tal-karbonju ta' referenza tal-qawwa tal-istainless steel ta' 3000W
Ma tafx kif tagħżel magna tal-lejżer?
Nistgħu Ngħinu!
Minn Vidjows Ingaġġanti għal Artikoli Informattivi
Kif Tuża l-Iwweldjar bil-Laser li Jinġarr fl-Idejn | Tutorja għall-Bidu



Ħin tal-posta: 06 ta' Jannar 2025