
Детальний опис параметрів зварювання лазерним зварювальним апаратом
Лазерне зварювання — це точний та ефективний метод з'єднання матеріалів, зокрема металів.
Розуміння параметрів зварювання має вирішальне значення для досягнення оптимальних результатів.
У цій статті викладено основні принципи та параметри, що впливають на ефективність лазерного зварювання, включаючи товщину матеріалу, діаметр дроту, налаштування потужності тощо.
Основні принципи лазерного зварювання
1. Товщина матеріалу та діаметр дроту:
o Під час зварювання товстіших матеріалів важливо використовувати товстіший зварювальний дріт та вищу потужність.
І навпаки, для тонших матеріалів підійде тонший зварювальний дріт та менша потужність.
o Наприклад, якщо товщина матеріалу збільшується, діаметр дроту також повинен пропорційно збільшуватися, а потужність слід регулювати, щоб вона була вищою, одночасно зменшуючи швидкість подачі дроту.
Це гарантує, що достатня кількість енергії проникне в матеріал для міцного зварного шва.
2. Налаштування потужності та зовнішній вигляд зварного шва:
o Налаштування потужності безпосередньо впливає на зовнішній вигляд зварного шва.
Нижча потужність, як правило, призводить до білішої поверхні зварного шва, тоді як вища потужність призводить до темнішого, більш кольорового зварного шва.
Зі збільшенням потужності зварний шов також може переходити від багатобарвного вигляду до переважно чорного кольору, що вказує на те, що зварний шов формується з одного боку.
Ця характеристика є вирішальною для оцінки якості зварного шва та забезпечення його відповідності бажаним стандартам.
3. Вибір діаметра дроту:
o Вибір відповідного діаметра дроту є критично важливим.
Діаметр зварювального дроту не повинен перевищувати товщину матеріалу, і в ідеалі він повинен бути зміщений у бік товщини основного матеріалу.
Цей вибір суттєво впливає на повноту зварного шва.
o Товстіший дріт може сприяти міцнішому зварюванню, тоді як занадто тонкий дріт може призвести до недостатнього проплавлення та слабшого з'єднання.
4. Діаметр зварювального дроту та ширина сканування:
o Діаметр зварювального дроту також впливає на ширину сканування лазерного променя.
Тонкіший дріт вимагатиме меншої ширини сканування, що може бути перевагою для прецизійного зварювання, де потрібні дрібні деталі.
Такий зв'язок дозволяє краще контролювати підведення тепла та гарантує, що зварний шов буде сфокусований на потрібній ділянці, мінімізуючи потенційне пошкодження навколишнього матеріалу.
Хочете дізнатися більше деталей
Про лазерне зварювання?
Зовнішні фактори, що впливають на параметри зварювання
Важливо зазначити, що різні зовнішні фактори, такі як захисний газ та умови навколишнього середовища, можуть суттєво впливати на процес зварювання.
Тому доцільно коригувати параметри зварювання залежно від умов реального часу.
• Захисний газ: Тип і швидкість потоку захисного газу можуть впливати на якість та зовнішній вигляд зварного шва.
Правильне газове покриття може запобігти окисленню та покращити загальний вигляд поверхні.
• Умови навколишнього середовища: Такі фактори, як температура, вологість і потік повітря, можуть впливати на продуктивність лазерного зварювального апарату та властивості зварного шва.
Будь-яка інша інформація про лазерний зварювальний апарат?
Лазерне зварювання вуглецевої сталі
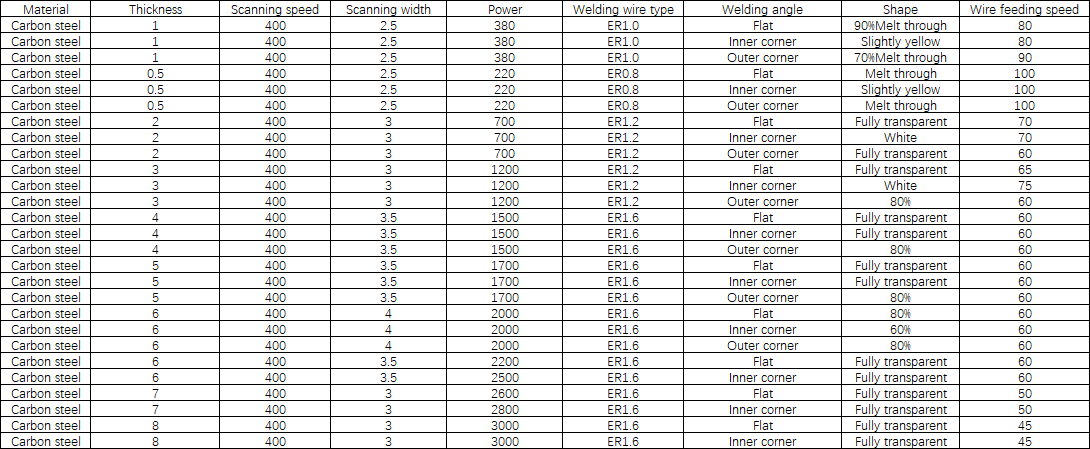
Примітка: Через вплив цинкового шару оцинкованого листа, міцність оцинкованого листа може бути відповідним чином знижена
Ручне лазерне зварювання нержавіючої сталі
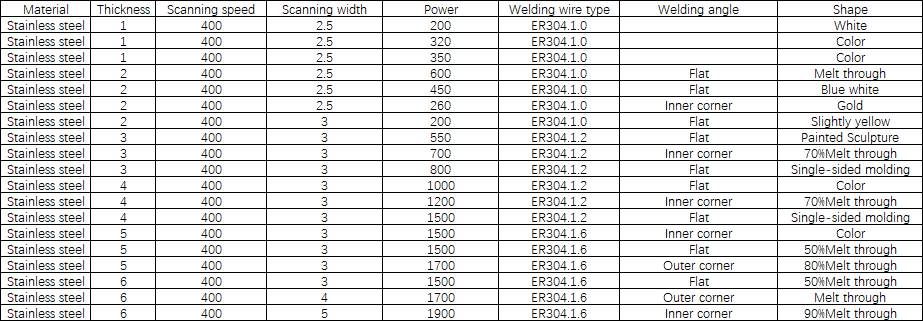
Примітки: 3000 Вт з нержавіючої сталі, еталон потужності: вуглецева сталь
Не знаєте, як вибрати лазерний верстат?
Ми можемо допомогти!
Від захопливих відео до інформативних статей
Як користуватися ручним лазерним зварювальним апаратом | Посібник для початківців



Час публікації: 06 січня 2025 р.