
Детаљан опис параметара заваривања ласерске машине за заваривање
Ласерско заваривање је прецизан и ефикасан метод спајања материјала, посебно метала.
Разумевање параметара заваривања је кључно за постизање оптималних резултата.
Овај чланак описује основне принципе и параметре који утичу на ефикасност ласерског заваривања, укључујући дебљину материјала, пречник жице, подешавања снаге и још много тога.
Кључни принципи ласерског заваривања
1. Дебљина материјала и пречник жице:
o Приликом заваривања дебљих материјала, неопходно је користити дебљу жицу за заваривање и већу снагу.
Насупрот томе, за тање материјале, погодна је финија жица за заваривање и мања снага.
На пример, ако се дебљина материјала повећа, пречник жице такође треба пропорционално повећати, а снага треба да се подеси да буде већа, а брзина довода жице смањена.
Ово осигурава да довољно енергије продре у материјал за чврст завар.
2. Подешавања снаге и изглед завара:
o Подешавање снаге директно утиче на изглед завара.
Нижа снага обично производи бељу површину завара, док већа снага резултира тамнијим, обојенијим завареним шавом.
Како се снага повећава, завар може прећи из вишебојног изгледа у претежно црну боју, што указује да се завар формира са једне стране.
o Ова карактеристика је кључна за процену квалитета завара и осигуравање да он испуњава жељене стандарде.
3. Избор пречника жице:
o Избор одговарајућег пречника жице је кључан.
Пречник жице за заваривање не сме прелазити дебљину материјала, а идеално би требало да буде пристрасна ка томе да буде дебља од основног материјала.
Овај избор значајно утиче на пуноћу завара.
o Дебља жица може допринети робуснијем завару, док превише танка жица може довести до недовољног спајања и слабијег споја.
4. Пречник жице за заваривање и ширина скенирања:
o Пречник жице за заваривање такође утиче на ширину скенирања ласерског зрака.
Финија жица ће захтевати ужу ширину скенирања, што може бити предност за прецизне примене заваривања где су потребни фини детаљи.
Овај однос омогућава бољу контролу уноса топлоте и осигурава да је завар фокусиран на жељено подручје, минимизирајући потенцијално оштећење околног материјала.
Желите да сазнате више детаља
О ласерском заваривању?
Спољни фактори који утичу на параметре заваривања
Важно је напоменути да различити спољни фактори, као што су заштитни гас и услови околине, могу значајно утицати на процес заваривања.
Због тога је препоручљиво подесити параметре заваривања на основу услова у реалном времену.
• Заштитни гас: Врста и брзина протока заштитног гаса могу утицати на квалитет и изглед завара.
Правилно покривање гасом може спречити оксидацију и побољшати укупни изглед.
• Услови околине: Фактори попут температуре, влажности и протока ваздуха могу утицати на перформансе апарата за ласерско заваривање и својства завара.
Имате ли још неке информације о ласерском заваривачу?
Ласерско заваривање угљеничног челика
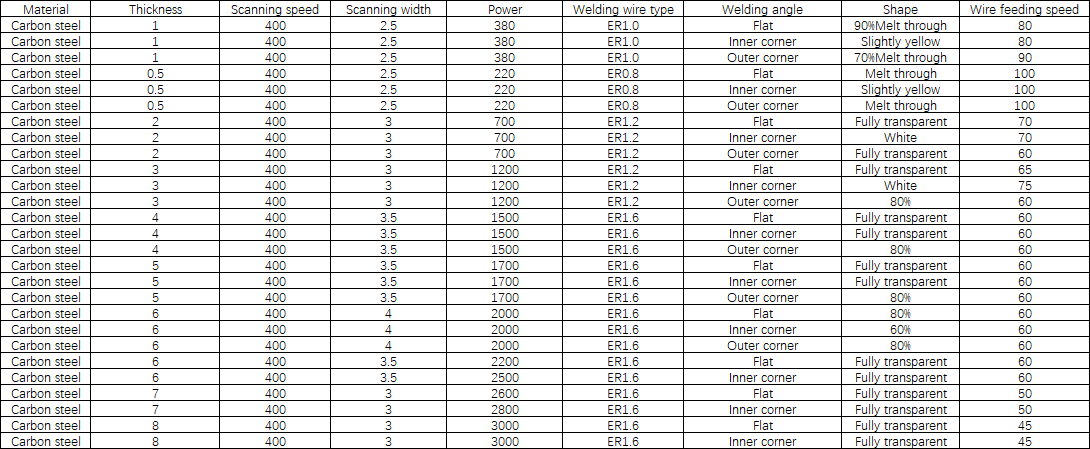
Напомена: Због утицаја цинковог слоја поцинкованог лима, снага поцинкованог лима може се одговарајуће смањити
Ручно ласерско заваривање нерђајућег челика
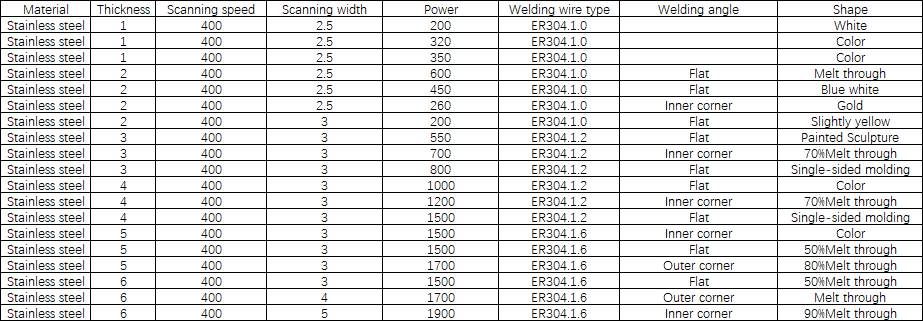
Напомене: нерђајући челик са снагом од 3000 W, референтна снага од угљеничног челика
Не знате како да одаберете ласерску машину?
Можемо помоћи!
Од занимљивих видео снимака до информативних чланака
Како се користи ручни ласерски апарат за варење | Водич за почетнике



Време објаве: 06.01.2025.