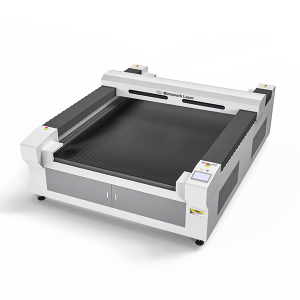
મોટા અને જાડા લાકડા માટે ઔદ્યોગિક લાકડાનું લેસર કટર (30 મીમી સુધી)
▶ લાકડા માટે મોટા ફોર્મેટ લેસર કટર
ટેકનિકલ ડેટા
| કાર્યક્ષેત્ર (W * L) | ૧૩૦૦ મીમી * ૨૫૦૦ મીમી (૫૧” * ૯૮.૪”) |
| સોફ્ટવેર | ઑફલાઇન સોફ્ટવેર |
| લેસર પાવર | ૧૫૦ ડબલ્યુ/૩૦૦ ડબલ્યુ/૪૫૦ ડબલ્યુ |
| લેસર સ્ત્રોત | CO2 ગ્લાસ લેસર ટ્યુબ |
| યાંત્રિક નિયંત્રણ સિસ્ટમ | બોલ સ્ક્રુ અને સર્વો મોટર ડ્રાઇવ |
| વર્કિંગ ટેબલ | છરી બ્લેડ અથવા હનીકોમ્બ વર્કિંગ ટેબલ |
| મહત્તમ ગતિ | ૧~૬૦૦ મીમી/સેકન્ડ |
| પ્રવેગક ગતિ | ૧૦૦૦~૩૦૦૦ મીમી/સે૨ |
| સ્થિતિ ચોકસાઈ | ≤±0.05 મીમી |
| મશીનનું કદ | ૩૮૦૦ * ૧૯૬૦ * ૧૨૧૦ મીમી |
| ઓપરેટિંગ વોલ્ટેજ | AC110-220V±10%, 50-60HZ |
| ઠંડક મોડ | પાણી ઠંડક અને સુરક્ષા વ્યવસ્થા |
| કાર્યકારી વાતાવરણ | તાપમાન: 0—45℃ ભેજ: 5%—95% |
| પેકેજ કદ | ૩૮૫૦ મીમી * ૨૦૫૦ મીમી *૧૨૭૦ મીમી |
| વજન | ૧૦૦૦ કિગ્રા |
▷૧૩૨૫ લેસર કટરની વિશેષતાઓ
ઉત્પાદકતામાં એક વિશાળ છલાંગ
◾ સ્થિર અને ઉત્તમ કટીંગ ગુણવત્તા

કોન્સ્ટન્ટ ઓપ્ટિકલ પાથ ડિઝાઇન
શ્રેષ્ઠ આઉટપુટ ઓપ્ટિકલ પાથ લંબાઈ સાથે, કટીંગ ટેબલની શ્રેણીમાં કોઈપણ બિંદુએ સુસંગત લેસર બીમ જાડાઈને ધ્યાનમાં લીધા વિના, સમગ્ર સામગ્રીમાં સમાન કાપ લાવી શકે છે. તેના કારણે, તમે અર્ધ-ઉડતા લેસર પાથ કરતાં એક્રેલિક અથવા લાકડા માટે વધુ સારી કટીંગ અસર મેળવી શકો છો.
◾ ઉચ્ચ કાર્યક્ષમતા અને ચોકસાઇ

કાર્યક્ષમ ટ્રાન્સમિશન સિસ્ટમ
X-અક્ષ ચોકસાઇ સ્ક્રુ મોડ્યુલ, Y-અક્ષ એકતરફી બોલ સ્ક્રુ ગેન્ટ્રીની હાઇ-સ્પીડ હિલચાલ માટે ઉત્તમ સ્થિરતા અને ચોકસાઇ પ્રદાન કરે છે. સર્વો મોટર સાથે જોડીને, ટ્રાન્સમિશન સિસ્ટમ એકદમ ઉચ્ચ ઉત્પાદન કાર્યક્ષમતા બનાવે છે.
◾ ટકાઉ અને લાંબી સેવા જીવન
સ્થિર યાંત્રિક માળખું
મશીન બોડીને 100 મીમી ચોરસ ટ્યુબથી વેલ્ડ કરવામાં આવે છે અને તે વાઇબ્રેશન એજિંગ અને કુદરતી એજિંગ ટ્રીટમેન્ટમાંથી પસાર થાય છે. ગેન્ટ્રી અને કટીંગ હેડ ઇન્ટિગ્રેટેડ એલ્યુમિનિયમનો ઉપયોગ કરે છે. એકંદર રૂપરેખાંકન સ્થિર કાર્યકારી સ્થિતિ સુનિશ્ચિત કરે છે.

◾ હાઇ સ્પીડ પ્રોસેસિંગ

કટીંગ અને કોતરણીની ઉચ્ચ ગતિ
અમારું 1300*2500mm લેસર કટર 1-60,000mm/મિનિટ કોતરણી ગતિ અને 1-36,000mm/મિનિટ કટીંગ ગતિ પ્રાપ્ત કરી શકે છે.
તે જ સમયે, 0.05mm ની અંદર સ્થિતિની ચોકસાઈની પણ ખાતરી આપવામાં આવે છે, જેથી તે 1x1mm નંબરો અથવા અક્ષરોને કાપી અને કોતરણી કરી શકે, બિલકુલ કોઈ સમસ્યા નથી.
મીમોવર્ક લેસર કેમ પસંદ કરો
૧૩૦૨૫૦ લેસર મશીન વિગતોની સરખામણી
|
| અન્ય ઉત્પાદકોના | મીમોવર્ક લેસર મશીન |
| કટીંગ ઝડપ | ૧-૧૫,૦૦૦ મીમી/મિનિટ | ૧-૩૬,૦૦૦ મીમી/મિનિટ |
| સ્થિતિ ચોકસાઈ | ≤±0.2 મીમી | ≤±0.05 મીમી |
| લેસર પાવર | ૮૦ ડબલ્યુ/૧૦૦ ડબલ્યુ/૧૩૦ ડબલ્યુ/૧૫૦ ડબલ્યુ | ૧૦૦ ડબલ્યુ/૧૩૦ ડબલ્યુ/૧૫૦ ડબલ્યુ/૩૦૦ ડબલ્યુ/૫૦૦ ડબલ્યુ |
| લેસર પાથ | હાફ-ફ્લાય લેસર પાથ | સતત ઓપ્ટિકલ પાથ |
| ટ્રાન્સમિશન સિસ્ટમ | ટ્રાન્સમિશન બેલ્ટ | સર્વો મોટર + બોલ સ્ક્રુ |
| ડ્રાઇવિંગ સિસ્ટમ | સ્ટેપ ડ્રાઈવર | સર્વો મોટર |
| નિયંત્રણ સિસ્ટમ | જૂની સિસ્ટમ, વેચાણની બહાર | નવી લોકપ્રિય RDC નિયંત્રણ સિસ્ટમ |
| વૈકલ્પિક ઇલેક્ટ્રિકલ ડિઝાઇન | No | સીઈ/યુએલ/સીએસએ |
| મુખ્ય ભાગ | પરંપરાગત વેલ્ડીંગ ફ્યુઝલેજ | રિઇનફોર્સ્ડ બેડ, એકંદર માળખું 100 મીમી ચોરસ ટ્યુબથી વેલ્ડેડ છે, અને વાઇબ્રેશન એજિંગ અને કુદરતી એજિંગ ટ્રીટમેન્ટમાંથી પસાર થાય છે. |
લાકડાના લેસર કટરના નમૂનાઓ
યોગ્ય લાકડાની સામગ્રી
MDF, બાસવુડ, વ્હાઇટ પાઈન, એલ્ડર, ચેરી, ઓક, બાલ્ટિક બિર્ચ પ્લાયવુડ, બાલસા, કૉર્ક, સીડર, બાલસા, સોલિડ વુડ, પ્લાયવુડ, લાકડું, સાગ, વેનીયર્સ, વોલનટ, હાર્ડવુડ, લેમિનેટેડ વુડ અને મલ્ટિપ્લેક્સ
વ્યાપક એપ્લિકેશનો

વિડિઓઝ | લેસર કટર તમારા માટે શું કરી શકે છે?
લાકડા પર લેસર કોતરણીનો ફોટો
તમારા વ્યવસાયને સુધારવા માટે લાકડાનું લેસર કટર મેળવો
લેસર લાકડાની મજા માણો!
▶ લાકડા માટે મોટા ફોર્મેટ લેસર કટર
તમારા માટે પસંદ કરવા માટે અપગ્રેડ વિકલ્પો
મિશ્ર લેસર હેડ
ઓટો ફોકસ

આસીસીડી કેમેરાપ્રિન્ટેડ એક્રેલિક પર પેટર્ન ઓળખી અને સ્થાન આપી શકે છે, જે લેસર કટરને ઉચ્ચ ગુણવત્તા સાથે સચોટ કટીંગ કરવામાં મદદ કરે છે. છાપેલ કોઈપણ કસ્ટમાઇઝ્ડ ગ્રાફિક ડિઝાઇનને ઓપ્ટિકલ સિસ્ટમ સાથે રૂપરેખા સાથે લવચીક રીતે પ્રક્રિયા કરી શકાય છે, જે જાહેરાત અને અન્ય ઉદ્યોગમાં મહત્વપૂર્ણ ભાગ ભજવે છે.
સંબંધિત પ્રશ્નો: તમને રસ હોઈ શકે છે
૧. શું હું લેસર કટીંગ માટે કોઈપણ પ્રકારના લાકડાનો ઉપયોગ કરી શકું છું, અથવા શું કોઈ ચોક્કસ પ્રકારના લાકડા શ્રેષ્ઠ કામ કરે છે?
2. CO2 લેસર કટીંગ મશીન કેટલી જાડાઈના લાકડાને અસરકારક રીતે હેન્ડલ કરી શકે છે?
હા, લેસર સાથે કામ કરતી વખતે સલામતી ખૂબ જ મહત્વપૂર્ણ છે. કાપવાની પ્રક્રિયા દરમિયાન ઉત્પન્ન થતા ધુમાડાને દૂર કરવા માટે તમારા કાર્યસ્થળમાં યોગ્ય વેન્ટિલેશનની ખાતરી કરો. હંમેશા યોગ્ય વ્યક્તિગત રક્ષણાત્મક ઉપકરણો (PPE) પહેરો, જેમાં સલામતી ચશ્માનો સમાવેશ થાય છે. વધુમાં, ખાતરી કરો કે લાકડું કોઈપણ આવરણ, ફિનિશ અથવા રસાયણોથી મુક્ત છે જે લેસરના સંપર્કમાં આવે ત્યારે હાનિકારક ધુમાડો ઉત્પન્ન કરી શકે છે.
લાકડાનું કટિંગ: CNC રાઉટર્સ VS લેસર
1. CNC રાઉટરના ફાયદા
ઐતિહાસિક રીતે, લેસરની વિરુદ્ધ રાઉટર પસંદ કરવાનો એક મુખ્ય ફાયદો એ હતો કે તેની ચોક્કસ કટીંગ ઊંડાઈ પ્રાપ્ત કરવાની ક્ષમતા હતી. CNC રાઉટર વર્ટિકલ એડજસ્ટમેન્ટ (Z-અક્ષ સાથે) ની સુવિધા આપે છે, જે કટની ઊંડાઈ પર સીધા નિયંત્રણની મંજૂરી આપે છે. સરળ શબ્દોમાં કહીએ તો, તમે લાકડાની સપાટીના ફક્ત એક ભાગને પસંદગીયુક્ત રીતે દૂર કરવા માટે કટરની ઊંચાઈને સમાયોજિત કરી શકો છો.
2. CNC રાઉટરના ગેરફાયદા
રાઉટર્સ ક્રમિક વળાંકોને હેન્ડલ કરવામાં શ્રેષ્ઠ છે પરંતુ જ્યારે વાત આવે છે ત્યારે તેમની મર્યાદાઓ હોય છેતીક્ષ્ણ ખૂણા. તેઓ જે ચોકસાઇ આપે છે તે કટીંગ બીટની ત્રિજ્યા દ્વારા મર્યાદિત છે. સરળ શબ્દોમાં કહીએ તો,કટની પહોળાઈ બીટના કદને અનુરૂપ છે. નાનામાં નાના રાઉટર બિટ્સનો ત્રિજ્યા સામાન્ય રીતે આશરે હોય છે૧ મીમી.
રાઉટર્સ ઘર્ષણમાંથી પસાર થતા હોવાથી, સામગ્રીને કટીંગ સપાટી પર સુરક્ષિત રીતે એન્કર કરવી ખૂબ જ મહત્વપૂર્ણ છે. યોગ્ય ફિક્સેશન વિના, રાઉટરનો ટોર્ક સામગ્રીને અચાનક ફરતી અથવા ખસેડી શકે છે. સામાન્ય રીતે, ક્લેમ્પ્સનો ઉપયોગ કરીને લાકડાને સ્થાને બાંધવામાં આવે છે. જો કે, જ્યારે હાઇ-સ્પીડ રાઉટર બીટને ચુસ્ત રીતે ક્લેમ્પ્ડ સામગ્રી પર લાગુ કરવામાં આવે છે, ત્યારે નોંધપાત્ર તણાવ ઉત્પન્ન થાય છે. આ તણાવમાં ક્ષમતા છે કેલાકડાને વિકૃત કરવું અથવા નુકસાન પહોંચાડવું, ખૂબ જ પાતળા અથવા નાજુક પદાર્થો કાપતી વખતે પડકારો રજૂ કરે છે.

૩. લેસરના ફાયદા અને ગેરફાયદા

ઓટોમેટેડ રાઉટર્સની જેમ, લેસર કટરને CNC (કમ્પ્યુટર ન્યુમેરિકલ કંટ્રોલ) સિસ્ટમ દ્વારા નિયંત્રિત કરવામાં આવે છે. જોકે, મૂળભૂત તફાવત તેમની કાપવાની પદ્ધતિમાં રહેલો છે. લેસર કટરઘર્ષણ પર આધાર રાખશો નહીં; તેના બદલે, તેઓ સામગ્રીનો ઉપયોગ કરીને કાપી નાખે છેતીવ્ર ગરમીપરંપરાગત કોતરણી અથવા મશીનિંગ પ્રક્રિયાથી વિપરીત, ઉચ્ચ-ઉર્જાનો પ્રકાશ કિરણ લાકડામાંથી અસરકારક રીતે બળે છે.
જેમ અગાઉ નોંધ્યું છે તેમ, કટની પહોળાઈ કટીંગ ટૂલના કદ દ્વારા નક્કી થાય છે. જ્યારે સૌથી નાના રાઉટર બિટ્સની ત્રિજ્યા 1 મીમી કરતા થોડી ઓછી હોય છે, ત્યારે લેસર બીમને ત્રિજ્યા જેટલી નાની રાખવા માટે ગોઠવી શકાય છે.૦.૧ મીમી. આ ક્ષમતા અત્યંત જટિલ કટ બનાવવાની મંજૂરી આપે છેનોંધપાત્ર ચોકસાઈ.
કારણ કે લેસર કટર લાકડા કાપવા માટે બર્નિંગ પ્રક્રિયાનો ઉપયોગ કરે છે, તેઓ ઉપજ આપે છેઅપવાદરૂપે તીક્ષ્ણ અને ચપળ ધાર. જોકે આ બળવાથી કેટલાક રંગ વિકૃતિકરણ થઈ શકે છે, અનિચ્છનીય બળવાના નિશાનોને રોકવા માટે પગલાં અમલમાં મૂકી શકાય છે. વધુમાં, બળવાની ક્રિયા ધારને સીલ કરે છે, જેનાથીવિસ્તરણ અને સંકોચન ઘટાડવુંકાપેલા લાકડાનું.
સંબંધિત લેસર મશીન

લાકડા અને એક્રેલિક લેસર કટીંગ માટે
• ઘન સામગ્રી માટે ઝડપી અને ચોક્કસ કોતરણી
• બે-માર્ગી ઘૂંસપેંઠ ડિઝાઇન અતિ-લાંબી સામગ્રી મૂકવા અને કાપવાની મંજૂરી આપે છે

લાકડા અને એક્રેલિક લેસર કોતરણી માટે
• હલકી અને કોમ્પેક્ટ ડિઝાઇન
• નવા નિશાળીયા માટે ચલાવવામાં સરળ