
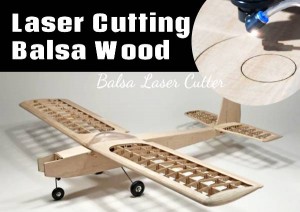
A lézeres favágás a famegmunkálás szerelmesei és a szakemberek körében széles körben kedvelt módszerré vált a pontossága és sokoldalúsága miatt.
A lézervágás során azonban egy gyakori kihívás az égési nyomok megjelenése a kész fán.
A jó hír az, hogy a megfelelő technikákkal és alkalmazási folyamatokkal ez a probléma hatékonyan minimalizálható vagy teljesen elkerülhető.
Ebben a cikkben megvizsgáljuk a fa vágásához legalkalmasabb lézerek típusait, az égési nyomok megelőzésének módszereit, a lézervágási teljesítmény javításának módjait, valamint további hasznos tippeket adunk.
1. Bevezetés a lézervágás során keletkező égési nyomokba
Mi okoz égési nyomokat lézervágás közben?
Égési nyomokgyakori probléma a lézervágásban, és jelentősen befolyásolhatja a végtermék minőségét. Az égési nyomok elsődleges okainak megértése kulcsfontosságú a lézervágási folyamat optimalizálásához és a tiszta, precíz eredmények biztosításához.
Szóval mi okozta ezeket az égési nyomokat?
Beszéljünk róla bővebben!
1. Nagy lézerteljesítmény
Az égési foltok egyik fő oka atúlzott lézerteljesítményHa túl sok hő éri az anyagot, az túlmelegedéshez és égési nyomokhoz vezethet. Ez különösen problémás a hőre érzékeny anyagok, például a vékony műanyagok vagy a finom szövetek esetében.
2. Helytelen fókuszpont
A lézersugár fókuszpontjának megfelelő beállításaelengedhetetlen a tiszta vágások eléréséhez. A rosszul beállított fókusz nem hatékony vágást és egyenetlen melegedést eredményezhet, ami égési nyomokat eredményez. A probléma elkerülése érdekében elengedhetetlen a fókuszpont pontos elhelyezése az anyag felületén.
3. Füst és törmelék felhalmozódása
A lézervágási folyamatfüstöt és törmeléket generálahogy az anyag elpárolog. Ha ezeket a melléktermékeket nem távolítják el megfelelően, lerakódhatnak az anyag felületén, foltokat és égési nyomokat okozva.

Füst ég fa lézervágása közben
>> Nézze meg a lézervágásról szóló videókat:
Van valami ötleted a fa lézervágásával kapcsolatban?
▶ Égési nyomok típusai fa lézervágása során
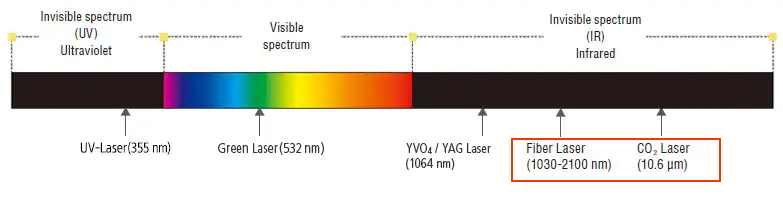
Égési nyomok két fő formában jelentkezhetnek, ha CO2 lézerrendszert használnak fa vágásához:
1. Élégés
Az élégés gyakori következménye a lézervágásnak,a lézersugár és az anyag kölcsönhatásának helyén elsötétedett vagy elszenesedett élek jellemzikBár az élégetés kontrasztot és vizuális vonzerőt adhat egy darabnak, túlzottan kiégetett éleket is eredményezhet, amelyek rontják a termék minőségét.
2. Visszaemlékezés
Visszaemlékezés történikamikor a lézersugár a lézerrendszerben található munkaasztal vagy méhsejtrács fém alkatrészeiről visszaverődikEz a hővezetés apró égési nyomokat, karcolásokat vagy füstös foltokat hagyhat a fa felületén.

Égett él lézervágáskor
▶ Miért fontos elkerülni az égési nyomokat fa lézergravírozása során?
Égési nyomoka lézersugár intenzív hőjének eredménye, ami nemcsak vágja vagy gravírozza a fát, hanem meg is perzseli azt. Ezek a nyomok különösen az éleken és a gravírozott területeken észrevehetők, ahol a lézer hosszabb ideig tartózkodik.
Az égési sérülések elkerülése több okból is elengedhetetlen:
Esztétikai minőségAz égési nyomok csökkenthetik a késztermék vizuális vonzerejét, így az nem professzionális vagy sérült megjelenésű lehet.
Biztonsági aggályokA megégett anyagok bizonyos körülmények között meggyulladhatnak, így tűzveszélyt okozhatnak.
Fokozott pontosságAz égési nyomok elkerülése tisztább és pontosabb felületet biztosít.
A legjobb eredmény elérése érdekében fontos a gondos előkészítés, a lézerkészülék helyes kezelése, a megfelelő beállítások kiválasztása és a megfelelő fafajta kiválasztása. Így kiváló minőségű, kiégésmentes termékeket hozhat létre, miközben minimalizálja a kockázatokat és a hibákat.
▶ CO2 VS. Száloptikai lézer: melyik alkalmasabb fa vágására?
Fa vágásához a CO2 lézer a legjobb választás a benne rejlő optikai tulajdonságok miatt.
Amint a táblázatban látható, a CO2 lézerek jellemzően egy fókuszált nyalábot bocsátanak ki körülbelül 10,6 mikrométer hullámhosszon, amelyet a fa könnyen elnyel. A száloptikás lézerek azonban körülbelül 1 mikrométer hullámhosszon működnek, amelyet a fa nem nyel el teljesen a CO2 lézerekhez képest. Tehát, ha fémet szeretne vágni vagy jelölni, a száloptikás lézer nagyszerű. De nem fémes anyagok, például fa, akril, textil esetében a CO2 lézer vágási hatása összehasonlíthatatlan.
2. Hogyan lehet lézerrel vágni a fát égés nélkül?
A fa lézervágása túlzott égés nélkül kihívást jelent a CO2 lézervágók természetéből adódóan. Ezek az eszközök egy erősen koncentrált fénysugarat használnak a hő előállításához, amely vágja vagy gravírozza az anyagot.
Bár az égés gyakran elkerülhetetlen, vannak gyakorlati stratégiák a hatásának minimalizálására és a tisztább eredmények elérésére.
▶ Általános tippek az égési sérülések megelőzésére
1. Használjon transzferszalagot a fa felületén
Maszkolószalag vagy speciális transzferszalag felvitele a fa felületére segíthetvédje meg az égési nyomoktól.
A széles tekercsekben kapható transzferszalag különösen jól működik lézergravírozókkal.Az optimális eredmény érdekében a szalagot a fa mindkét oldalára ragassza fel, egy műanyag lehúzóval távolítsa el a légbuborékokat, amelyek zavarhatják a vágási folyamatot.
2. Módosítsa a CO2 lézer teljesítménybeállításait
A lézer teljesítményének beállítása kulcsfontosságú a perzselés csökkentése érdekében.Kísérletezzen a lézer fókuszával, enyhén szórva a sugarat a füstképződés csökkentése érdekében, miközben elegendő teljesítményt biztosít a vágáshoz vagy gravírozáshoz.
Miután meghatározta az egyes fafajtákhoz legjobban illő beállításokat, jegyezze fel azokat későbbi felhasználás céljából, hogy időt takarítson meg.
3. Vigyen fel egy bevonatot
Bevonat felvitele a fára lézervágás előttmegakadályozzák az égési maradványok beágyazódását a gabonába.
Vágás után egyszerűen tisztítsa le a maradékot bútorpolírozóval vagy denaturált alkohollal. A bevonat sima, tiszta felületet biztosít, és segít megőrizni a fa esztétikai minőségét.
4. Merítse vízbe a vékony fát
Vékony rétegelt lemez és hasonló anyagok esetén,A fa vágás előtti vízbe merítése hatékonyan megakadályozhatja a megégést.
Bár ez a módszer nem alkalmas nagyobb vagy tömörfa darabokhoz, gyors és egyszerű megoldást kínál bizonyos alkalmazásokhoz.
5. Használja a levegős asszisztenst
A légrásegítés beépítése csökkentiCsökkentse az égési sérülések valószínűségét azáltal, hogy folyamatos levegőáramot irányít a vágási pontra.
Bár nem szünteti meg teljesen az égést, jelentősen minimalizálja azt, és javítja az általános vágási minőséget. Állítsa be a légnyomást és a beállításokat próbálgatással, hogy optimalizálja az eredményeket az adott lézervágó géphez.
6. Szabályozott vágási sebesség
A vágási sebesség létfontosságú szerepet játszik a hőképződés minimalizálásában és az égési nyomok megelőzésében.
A faanyag típusától és vastagságától függően állítsa be a sebességet a tiszta, precíz vágások biztosítása érdekében, túlzott megégés nélkül. A rendszeres finomhangolás elengedhetetlen a legjobb eredmény eléréséhez.
▶ Tippek különböző fafajtákhoz
A lézervágás során keletkező égési nyomok minimalizálása elengedhetetlen a kiváló minőségű eredmény eléréséhez. Mivel azonban minden fafajta másképp reagál, kulcsfontosságú aigazítsd a megközelítésedet az adott anyaghozAz alábbiakban tippeket talál a különféle fafajták hatékony kezeléséhez:
1. Keményfák (pl. tölgy, mahagóni)
Keményfák vannaksűrűségük és a nagyobb lézerteljesítmény szükségessége miatt hajlamosabbak az égési sérülésekreA túlmelegedés és az égési nyomok kockázatának csökkentése érdekében csökkentse a lézer teljesítménybeállításait. Ezenkívül egy légkompresszor használata segíthet minimalizálni a füstképződést és az égést.
2. Puhafafajták (pl. égerfa, hársfa)
Puhafakönnyen vág alacsonyabb teljesítménybeállításokon, minimális ellenállássalEgyszerű erezetmintázatuk és világosabb színük kisebb kontrasztot eredményez a felület és a vágott élek között, így ideálisak a tiszta vágások eléréséhez.
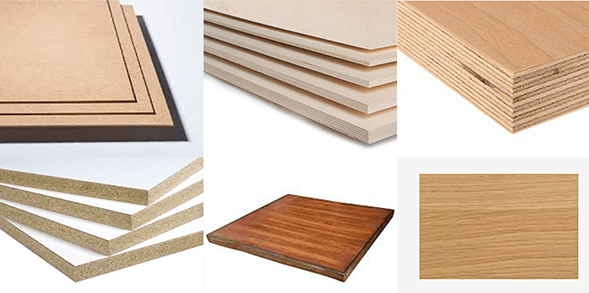
3. Furnérok
Furnérozott fa gyakranjól működik gravírozáshoz, de a vágás kihívást jelenthet, a maganyagtól függően. Teszteld a lézervágó beállításait egy mintán, hogy megállapítsd a furnérral való kompatibilitását.
4. Rétegelt lemez
A rétegelt lemez lézervágása különösen nehézkes a következők miatt:magas ragasztótartalmaAzonban a kifejezetten lézervágásra tervezett rétegelt lemez (pl. nyír rétegelt lemez) kiválasztása és olyan technikák alkalmazása, mint a szalagozás, a bevonás vagy a csiszolás, javíthatja az eredményeket. A rétegelt lemez sokoldalúsága, valamint méret- és stílusválasztéka népszerűvé teszi a kihívások ellenére is.
Még gondos tervezés és előkészítés mellett is előfordulhatnak égési nyomok a kész darabokon. Bár az élégések vagy visszaégések teljes megszüntetése nem mindig lehetséges, számos befejező módszer létezik az eredmények javítására.
Mielőtt alkalmazná ezeket a technikákat, győződjön meg arról, hogy a lézer beállításai optimalizálva vannak a befejezési idő minimalizálása érdekében.Íme néhány hatékony módszer a szenesedés eltávolítására vagy elfedésére:
1. Csiszolás
A csiszolás hatékony módszereltávolítja az élégéseket és megtisztítja a felületeketA széleket vagy az egész felületet lecsiszolhatja, hogy csökkentse vagy megszüntesse a megégési nyomokat.
2. Festés
Égett szélek és visszacsapódási nyomok átfestéseegy egyszerű és hatékony megoldás. Kísérletezzen különböző festékfajtákkal, például spray-festékkel vagy ecsettel felvitt akrilfestékekkel a kívánt megjelenés eléréséhez. Legyen tudatában annak, hogy a festéktípusok eltérően reagálhatnak a fa felületével.
3. Festés
Bár a fafesték nem feltétlenül fedi el teljesen az égési nyomokat,csiszolással kombinálva kiváló eredményeket hozhatVegye figyelembe, hogy az olaj alapú pácokat nem szabad lézervágásra szánt faanyagon használni, mivel ezek fokozzák a gyúlékonyságot.
4. Maszkolás
A maszkolás inkább megelőző intézkedés, de csökkentheti a visszalobbanás jeleit.Vágás előtt vigyen fel egyetlen réteg maszkolószalagot vagy kontaktpapírt. Ne feledje, hogy a hozzáadott réteg miatt szükség lehet a lézer sebességének vagy teljesítményének módosítására. Ezekkel a módszerekkel hatékonyan kezelheti az égési nyomokat, és javíthatja a lézerrel vágott fa projektek végső megjelenését.
Ezekkel a módszerekkel hatékonyan kezelheti az égésnyomokat, és javíthatja lézervágott fa projektjeinek végső megjelenését.

Csiszolás a faégések eltávolítására

Maszkolás a fa égés elleni védelmére
4. Gyakran ismételt kérdések a fa lézervágásáról
▶ Hogyan csökkenthető a tűzveszély lézervágás közben?
A lézervágás során a tűzveszély minimalizálása kritikus fontosságú a biztonság szempontjából. Kezdje alacsony gyúlékonyságú anyagok kiválasztásával, és biztosítson megfelelő szellőzést a füstök hatékony eloszlatása érdekében. Rendszeresen tartsa karban a lézervágóját, és tartsa könnyen elérhető helyen a tűzvédelmi felszereléseket, például a tűzoltó készülékeket.Soha ne hagyja felügyelet nélkül a gépet működés közben, és dolgozzon ki egyértelmű vészhelyzeti protokollokat a gyors és hatékony reagálás érdekében.
▶ Hogyan lehet megszabadulni a lézer okozta faégésektől?
A lézeres égési sérülések eltávolítása a fáról több módszert is magában foglal:
• Csiszolás: Csiszolópapírral távolítsa el a felületi égési sérüléseket és simítsa ki a felületet.
• Mélyebb foltok kezelése: A nagyobb égési foltok eltüntetéséhez fa gitt vagy fa fehérítőt kell alkalmazni.
• Égési sérülések elrejtésePácolja vagy fesse a fa felületét, hogy az égésnyomok összeolvadjanak az anyag természetes tónusával a jobb megjelenés érdekében.
▶ Hogyan kell maszkolni a fát lézervágáshoz?
A lézervágás okozta égési nyomok gyakran maradandóakde csökkenthető vagy elrejthető:
EltávolításA csiszolás, fa gitt felvitele vagy fa fehérítő használata csökkentheti az égési nyomok láthatóságát.
EltitkolásA pácolás vagy festés elfedheti az égési foltokat, összekeverve azokat a fa természetes színével.
Ezen technikák hatékonysága az égési sérülések súlyosságától és a felhasznált fa típusától függ.
▶ Hogyan kell maszkolni a fát lézervágáshoz?
A fa hatékony lézervágáshoz való maszkolásához:
1. Vigyen fel öntapadó maszkolóanyagota fa felületére, ügyelve arra, hogy biztonságosan tapadjon és egyenletesen befedje a területet.
2. Szükség szerint folytassa a lézervágást vagy a gravírozást.
3.Óvatosan távolítsa el a maszkolóanyagot a művelet utánvágás, hogy felfedje az alatta lévő védett, tiszta területeket.
Ez az eljárás segít megőrizni a fa megjelenését azáltal, hogy csökkenti az égési nyomok kockázatát a szabadon lévő felületeken.
▶ Milyen vastag fát lehet lézerrel vágni?
A lézertechnológiával vágható fa maximális vastagsága több tényező kombinációjától függ, elsősorban a lézer teljesítményétől és a feldolgozandó fa sajátos tulajdonságaitól.
A lézerteljesítmény kulcsfontosságú paraméter a vágási képességek meghatározásában. Az alábbi teljesítményparaméter-táblázat segítségével meghatározhatja a különböző vastagságú fa vágási képességeit. Fontos megjegyezni, hogy azokban az esetekben, amikor különböző teljesítményszintek képesek azonos vastagságú fát átvágni, a vágási sebesség döntő tényezővé válik a megfelelő teljesítmény kiválasztásában az elérni kívánt vágási hatékonyság alapján.
Kihívást jelentő lézervágási lehetőségek >>
(akár 25 mm vastagságig)
Javaslat:
Különböző fafajták vastagságú vágásakor a fenti táblázatban feltüntetett paraméterek alapján választhatja ki a megfelelő lézerteljesítményt. Ha az Ön által használt fafajta vagy vastagság nem egyezik a táblázatban szereplő értékekkel, kérjük, ne habozzon kapcsolatba lépni velünk a következő címen:MimoWork lézerÖrömmel végzünk vágási teszteket, hogy segítsünk meghatározni a legmegfelelőbb lézerteljesítmény-konfigurációt.
▶ Hogyan válasszunk megfelelő fa lézervágót?
Amikor lézergépbe szeretne befektetni, 3 fő tényezőt kell figyelembe vennie. Az anyag mérete és vastagsága alapján alapvetően meghatározható a munkaasztal mérete és a lézercső teljesítménye. Egyéb termelékenységi igényeivel kombinálva kiválaszthatja a megfelelő opciókat a lézer termelékenységének növeléséhez. Emellett a költségvetésével is foglalkoznia kell.
A különböző modellek eltérő méretű munkaasztallal rendelkeznek, és a munkaasztal mérete határozza meg, hogy milyen méretű falapokat lehet a gépre helyezni és vágni. Ezért olyan modellt kell választania, amelynek megfelelő a munkaasztal mérete a vágni kívánt falapok mérete alapján.
Például, ha a falemez mérete 4 láb x 8 láb, akkor a legmegfelelőbb gép a miénk lenne.130 literes platós, amelynek munkaasztal mérete 1300 mm x 2500 mm. További lézergép típusok, amelyeket érdemes megtekinteniterméklista >.
A lézercső lézerteljesítménye határozza meg a gép által vágható fa maximális vastagságát és a működési sebességét. Általánosságban elmondható, hogy a nagyobb lézerteljesítmény nagyobb vágási vastagságot és sebességet eredményez, de ez magasabb költségekkel is jár.
Például, ha MDF falapokat szeretne vágni, a következőket javasoljuk:

Ezenkívül a költségvetés és a rendelkezésre álló hely is kulcsfontosságú szempont. A MimoWork-nél ingyenes, de átfogó értékesítés előtti konzultációs szolgáltatásokat kínálunk. Értékesítési csapatunk az Ön konkrét helyzete és igényei alapján a legmegfelelőbb és legköltséghatékonyabb megoldásokat tudja ajánlani.
5. Ajánlott fa lézervágó gép
MimoWork lézer sorozat
▶ Népszerű fa lézervágó típusok
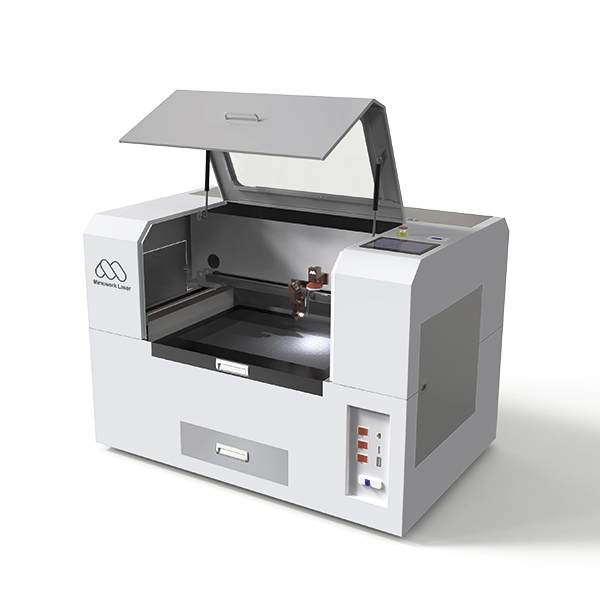
Munkaasztal mérete:600 mm * 400 mm (23,6” * 15,7”)
Lézerteljesítmény-opciók:65 W
Az asztali lézervágó 60 áttekintése
A Flatbed Laser Cutter 60 egy asztali modell. Kompakt kialakításának köszönhetően minimalizálja a helyiség helyigényét. Kényelmesen elhelyezhető az asztalon, így kiváló belépő szintű választás a kisméretű, egyedi termékekkel foglalkozó induló vállalkozások számára.


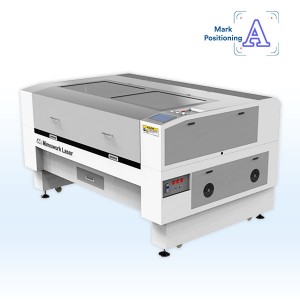
Munkaasztal mérete:1300 mm * 900 mm (51,2” * 35,4”)
Lézerteljesítmény-opciók:100W/150W/300W
A síkágyas lézervágó 130 áttekintése
A 130-as síkágyas lézervágó a legnépszerűbb választás favágáshoz. Az elölről hátrafelé haladó munkaasztal-kialakítás lehetővé teszi a munkaterületnél hosszabb fadeszkák vágását. Ráadásul sokoldalúságot kínál, mivel bármilyen teljesítményű lézercsővel felszerelhető, így kielégíti a különböző vastagságú fa vágásának igényeit.

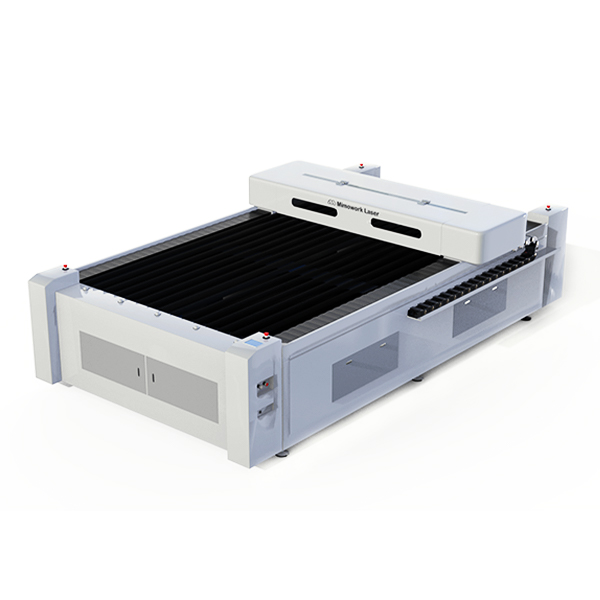
Munkaasztal mérete:1300 mm * 2500 mm (51,2” * 98,4”)
Lézerteljesítmény-opciók:150W/300W/450W
A 130L síkágyas lézervágó áttekintése
Ideális nagy méretű és vastag fa lapok vágásához, különféle reklám- és ipari alkalmazásokhoz. Az 1300 mm * 2500 mm-es lézervágó asztal négyirányú hozzáféréssel rendelkezik. A nagy sebesség jellemzi, CO2 fa lézervágó gépünk percenként 36 000 mm vágási sebességet, percenként pedig 60 000 mm gravírozási sebességet érhet el.

Kezdjen el lézertanácsadóként dolgozni most!
> Milyen információkat kell megadnia?
| ✔ | Speciális anyag (például rétegelt lemez, MDF) |
| ✔ | Anyagméret és vastagság |
| ✔ | Mit szeretne lézerrel csinálni? (vágás, perforálás vagy gravírozás) |
| ✔ | Feldolgozható maximális formátum |
> Elérhetőségeink
Megtalálhatsz minket Facebookon, YouTube-on és LinkedIn-en.
Merülj mélyebbre ▷
Érdekelhetik Önt
# Mennyibe kerül egy fa lézervágó?
# hogyan válasszunk munkaasztalt fa lézervágásához?
# hogyan találjuk meg a megfelelő fókusztávolságot fa lézervágásához?
# Milyen más anyagot lehet lézerrel vágni?




MimoWork LÉZERGÉP LABORATORY




Bármilyen zavar vagy kérdés merül fel a fa lézervágóval kapcsolatban, csak érdeklődjön bármikor!
Közzététel ideje: 2025. január 13.