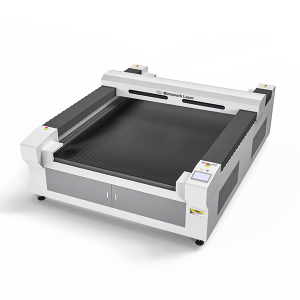
Iðnaðarviðarlaserskurður fyrir stórt og þykkt tré (allt að 30 mm)
▶ Stórsniðs leysigeislaskurðari fyrir tré
Tæknilegar upplýsingar
| Vinnusvæði (B * L) | 1300 mm * 2500 mm (51” * 98,4”) |
| Hugbúnaður | Ótengdur hugbúnaður |
| Leysikraftur | 150W/300W/450W |
| Leysigeislagjafi | CO2 glerlaserrör |
| Vélrænt stjórnkerfi | Kúluskrúfa og servómótor drif |
| Vinnuborð | Vinnuborð með hnífsblaði eða hunangsblöndu |
| Hámarkshraði | 1~600 mm/s |
| Hröðunarhraði | 1000~3000 mm/s² |
| Staðsetningarnákvæmni | ≤±0,05 mm |
| Stærð vélarinnar | 3800 * 1960 * 1210 mm |
| Rekstrarspenna | AC110-220V ± 10%, 50-60HZ |
| Kælingarstilling | Vatnskælingar- og verndarkerfi |
| Vinnuumhverfi | Hitastig: 0—45 ℃ Rakastig: 5%—95% |
| Pakkningastærð | 3850 mm * 2050 mm * 1270 mm |
| Þyngd | 1000 kg |
▷Eiginleikar 1325 leysigeislaskurðar
Risastórt stökk í framleiðni
◾ Stöðug og framúrskarandi skurðargæði

Hönnun á stöðugri ljósleið
Með bestu ljósleiðarlengd úttaksins getur stöðugur leysigeisli á hvaða punkti sem er innan skurðarborðsins leitt til jafnrar skurðar í gegnum allt efnið, óháð þykkt. Þökk sé því er hægt að fá betri skurðáhrif fyrir akrýl eða tré en með hálffljúgandi leysigeislaleið.
◾ Mikil skilvirkni og nákvæmni

Skilvirkt flutningskerfi
Nákvæmni skrúfueining með X-ás og einhliða kúluskrúfa með Y-ás veita framúrskarandi stöðugleika og nákvæmni fyrir hraða hreyfingu gantrysins. Í samvinnu við servómótor skapar gírkassarkerfið nokkuð mikla framleiðsluhagkvæmni.
◾ Endingargott og langt líftíma
Stöðug vélræn uppbygging
Vélin er soðin með 100 mm ferkantaðri rör og gengst undir titringsöldrun og náttúrulega öldrunarmeðferð. Skurðhausinn og skurðarhausinn eru úr samþættu áli. Heildaruppsetningin tryggir stöðugt vinnuástand.

◾ Hraðvinnsla

Mikill hraði skurðar og leturgröftur
1300 * 2500 mm leysirskerinn okkar getur náð 1-60.000 mm / mín leturgröftunarhraða og 1-36.000 mm / mín skurðarhraða.
Á sama tíma er nákvæmni staðsetningar einnig tryggð innan 0,05 mm, þannig að það getur skorið og grafið 1x1 mm tölur eða stafi, algjörlega engin vandamál.
Af hverju að velja MimoWork leysigeisla
Samanburður á upplýsingum um 130250 leysivél
|
| Annar framleiðandi | MimoWork leysigeislavél |
| Skurðarhraði | 1-15.000 mm/mín | 1-36.000 mm/mín |
| Staðsetningarnákvæmni | ≤±0,2 mm | ≤±0,05 mm |
| Leysikraftur | 80W/100W/130W/150W | 100W/130W/150W/300W/500W |
| Leysigeislaleið | Hálfflugandi leysigeislaleið | Stöðug ljósleið |
| Flutningskerfi | Gírbelti | Servó mótor + kúluskrúfa |
| Aksturskerfi | Skrefbílstjóri | Servó mótor |
| Stjórnkerfi | Gamalt kerfi, úr sölu | Nýtt vinsælt RDC stjórnkerfi |
| Valfrjáls rafmagnshönnun | No | CE/UL/CSA |
| Aðalhluti | Hefðbundinn suðuskrokk | Styrkt rúm, heildarbyggingin er soðin með 100 mm ferkantaðri rör og gengst undir titringsöldrun og náttúrulega öldrunarmeðferð. |
Sýnishorn úr trélaserskurði
Hentug viðarefni
MDF, bassaviður, hvítfura, elri, kirsuberjaviður, eik, birkiskrossviður, balsa, korkur, sedrusviður, balsa, gegnheilt tré, krossviður, timbur, teak, spónn, valhneta, harðviður, lagskipt tré og marglaga tré
Víðtæk notkun

Myndbönd | Hvað getur leysigeislaskurðarvélin gert fyrir þig?
Lasergröftur ljósmyndar á tré
Fáðu þér leysigeislaskera fyrir tré til að bæta viðskipti þín
Njóttu skemmtunarinnar með laserviði!
▶ Stórsniðs leysigeislaskurðari fyrir tré
Uppfærsluvalkostir fyrir þig að velja
Blandaður leysihaus
Sjálfvirk fókus

HinnCCD myndavélgetur þekkt og staðsett mynstrið á prentuðu akrýlinu, sem hjálpar leysigeislaskera að ná nákvæmri skurði með hágæða. Sérhver sérsniðin grafísk hönnun sem prentuð er er hægt að vinna sveigjanlega meðfram útlínunum með ljósleiðarakerfinu, sem gegnir mikilvægu hlutverki í auglýsingum og öðrum atvinnugreinum.
Tengdar spurningar: Þú gætir haft áhuga á
1. Get ég notað hvaða viðartegund sem er fyrir laserskurð, eða eru til ákveðnar viðartegundir sem virka best?
2. Hvaða þykkt viðar getur CO2 leysirskurðarvél meðhöndlað á skilvirkan hátt?
Já, öryggi er í fyrirrúmi þegar unnið er með leysigeisla. Tryggið góða loftræstingu á vinnusvæðinu til að fjarlægja gufur sem myndast við skurðarferlið. Notið alltaf viðeigandi persónuhlífar (PPE), þar á meðal öryggisgleraugu. Að auki skal ganga úr skugga um að viðurinn sé laus við húðun, áferð eða efni sem gætu myndað skaðleg gufur þegar hann kemst í snertingu við leysigeisla.
Viðarskurður: CNC leiðarar VS leysir
1. Kostir CNC leiðara
Sögulega séð var einn helsti kosturinn við að velja fræsara frekar en leysir hæfni hennar til að ná nákvæmri skurðardýpt. CNC-fræsari býður upp á þægindi lóðréttrar stillingar (eftir Z-ásnum), sem gerir kleift að stjórna skurðardýptinni á einfaldan hátt. Einfaldara sagt er hægt að stilla hæð fræsarans til að fjarlægja aðeins hluta af yfirborði viðarins.
2. Ókostir CNC leiðara
Beinar eru framúrskarandi í að takast á við stigvaxandi beygjur en hafa takmarkanir þegar kemur að því aðskarpar hornNákvæmnin sem þeir bjóða upp á er takmörkuð af radíus skurðarbitans. Einfaldlega sagt,Breidd skurðarins samsvarar stærð bitans sjálfsMinnstu fræsarbitarnir hafa yfirleitt radíus upp á u.þ.b.1 mm.
Þar sem fræsar skera með núningi er mikilvægt að festa efnið örugglega við skurðflötinn. Án réttrar festingar getur tog fræsarans leitt til þess að efnið snúist eða færist skyndilega til. Venjulega er viður festur með klemmum. Hins vegar, þegar hraðfræsarbit er settur á þétt klemmt efni myndast mikil spenna. Þessi spenna getur valdið því aðskemma eða skaða viðinn, sem skapar áskoranir þegar verið er að skera mjög þunn eða viðkvæm efni.

3. Kostir og gallar leysigeisla

Líkt og sjálfvirkar leiðarar eru leysigeislaskurðarvélar stjórnaðar af CNC (tölvustýringarkerfi). Hins vegar liggur grundvallarmunurinn í skurðaraðferðinni.treystu ekki á núningí staðinn skera þeir í gegnum efni með því að notamikill hitiLjósgeisli með mikilli orku brennur á áhrifaríkan hátt í gegnum við, ólíkt hefðbundinni útskurðar- eða vélrænni vinnslu.
Eins og áður hefur komið fram er breidd skurðar ákvarðað af stærð skurðarverkfærisins. Þó að minnstu fræsarbitarnir hafi radíus sem er rétt minni en 1 mm, er hægt að stilla leysigeisla þannig að hann hafi radíus sem er allt að ...0,1 mmÞessi möguleiki gerir kleift að búa til afar flóknar skurðir meðótrúleg nákvæmni.
Þar sem leysigeislaskurðarar nota brennsluferli til að skera í gegnum við, gefa þeir af séreinstaklega skarpar og skarpar brúnirÞó að þessi bruni geti leitt til einhverrar mislitunar er hægt að grípa til aðgerða til að koma í veg fyrir óæskileg brunamerki. Að auki innsiglar bruninn brúnirnar og þar meðlágmarka útvíkkun og samdráttaf höggvaða viðnum.
Tengd leysigeislavél

fyrir leysiskurð á tré og akrýl
• Hröð og nákvæm leturgröftur fyrir fast efni
• Tvíhliða ídráttarhönnun gerir kleift að setja og skera mjög löng efni

fyrir leysigeislagrafíngu á tré og akrýl
• Létt og nett hönnun
• Auðvelt í notkun fyrir byrjendur