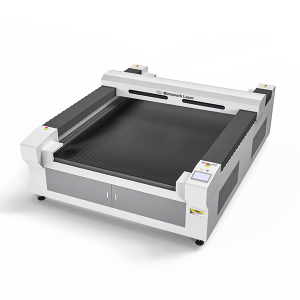
Industriell trelaserskjærer for stort og tykt treverk (opptil 30 mm)
▶ Storformat laserskjærer for tre
Tekniske data
| Arbeidsområde (B * L) | 1300 mm * 2500 mm (51 tommer * 98,4 tommer) |
| Programvare | Frakoblet programvare |
| Laserkraft | 150W/300W/450W |
| Laserkilde | CO2-glasslaserrør |
| Mekanisk kontrollsystem | Kuleskrue- og servomotordrift |
| Arbeidsbord | Knivblad eller honeycomb arbeidsbord |
| Maks hastighet | 1~600 mm/s |
| Akselerasjonshastighet | 1000~3000 mm/s² |
| Posisjonsnøyaktighet | ≤±0,05 mm |
| Maskinstørrelse | 3800 * 1960 * 1210 mm |
| Driftsspenning | AC110–220V ± 10 %, 50–60 Hz |
| Kjølemodus | Vannkjøling og beskyttelsessystem |
| Arbeidsmiljø | Temperatur: 0–45 ℃ Fuktighet: 5 %–95 % |
| Pakkestørrelse | 3850 mm * 2050 mm * 1270 mm |
| Vekt | 1000 kg |
▷Funksjoner ved 1325 laserskjærer
Et gigantisk sprang i produktivitet
◾ Stabil og utmerket skjærekvalitet

Konstant optisk banedesign
Med optimal optisk utgangsbanelengde kan den konsistente laserstrålen på ethvert punkt i skjærebordets rekkevidde resultere i et jevnt snitt gjennom hele materialet, uavhengig av tykkelse. Takket være dette kan du få en bedre skjæreeffekt for akryl eller tre enn med en halvveis laserbane.
Høy effektivitet og presisjon

Effektivt transmisjonssystem
X-aksens presisjonsskruemodul, Y-aksens ensidige kuleskrue gir utmerket stabilitet og presisjon for høyhastighetsbevegelse av gantryen. Kombinert med servomotor skaper transmisjonssystemet ganske høy produksjonseffektivitet.
◾ Holdbar og lang levetid
Stabil mekanisk struktur
Maskinhuset er sveiset med et 100 mm firkantrør og gjennomgår vibrasjonsaldring og naturlig aldringsbehandling. Portal og skjærehode er laget av integrert aluminium. Den generelle konfigurasjonen sikrer en stabil arbeidstilstand.

◾ Høyhastighetsbehandling

Høy hastighet på skjæring og gravering
Vår laserskjærer på 1300 * 2500 mm kan oppnå en graveringshastighet på 1–60 000 mm/min og en skjærehastighet på 1–36 000 mm/min.
Samtidig er posisjonsnøyaktigheten garantert innenfor 0,05 mm, slik at den kan kutte og gravere 1x1 mm tall eller bokstaver, helt uten problem.
Hvorfor velge MimoWork Laser
Sammenligning av detaljer om 130250 lasermaskin
|
| Andre produsenters | MimoWork lasermaskin |
| Skjærehastighet | 1–15 000 mm/min | 1–36 000 mm/min |
| Posisjonsnøyaktighet | ≤±0,2 mm | ≤±0,05 mm |
| Laserkraft | 80W/100W/130W/150W | 100W/130W/150W/300W/500W |
| Laserbane | Halvveis laserbane | Konstant optisk bane |
| Overføringssystem | Drivrem | Servomotor + kuleskrue |
| Kjøresystem | Trinndriver | Servomotor |
| Kontrollsystem | Gammelt system, ute av salg | Nytt populært RDC-kontrollsystem |
| Valgfri elektrisk design | No | CE/UL/CSA |
| Hoveddel | Tradisjonell sveisekropp | Forsterket seng, den overordnede strukturen er sveiset med 100 mm firkantrør, og gjennomgår vibrasjonsaldring og naturlig aldringsbehandling. |
Prøver fra trelaserskjærer
Egnede trematerialer
MDF, Lind, Hvitfuru, Or, Kirsebær, Eik, Baltisk Bjørk Kryssfiner, Balsa, Kork, Seder, Balsa, Massivt tre, Kryssfiner, Tømmer, Teak, Finér, Valnøtt, Hardtre, Laminert tre og Multiplex
Brede bruksområder

Videoer | Hva kan laserskjæreren gjøre for deg?
Lasergravering av foto på tre
Skaff deg en laserskjærer til tre for å forbedre virksomheten din
Kos deg med lasertre-moroa!
▶ Storformat laserskjærer for tre
Oppgraderingsalternativer du kan velge mellom
Blandet laserhode
Autofokus

DeCCD-kamerakan gjenkjenne og plassere mønsteret på den trykte akrylen, noe som hjelper laserskjæreren med å oppnå nøyaktig skjæring med høy kvalitet. Ethvert tilpasset grafisk design som trykkes kan fleksibelt behandles langs omrisset med det optiske systemet, noe som spiller en viktig rolle i reklame og annen industri.
Relaterte spørsmål: Du kan være interessert i
1. Kan jeg bruke alle typer tre til laserskjæring, eller finnes det spesifikke tretyper som fungerer best?
2. Hvilken tykkelse på treverket kan en CO2-laserskjæremaskin håndtere effektivt?
Ja, sikkerhet er avgjørende når du arbeider med lasere. Sørg for tilstrekkelig ventilasjon på arbeidsplassen for å fjerne røyk som genereres under skjæreprosessen. Bruk alltid passende personlig verneutstyr (PPE), inkludert vernebriller. Sørg i tillegg for at treverket er fritt for belegg, overflatebehandlinger eller kjemikalier som kan produsere skadelige røyk når det utsettes for laseren.
Treskjæring: CNC-rutere VS laser
1. Fordeler med CNC-rutere
Historisk sett var en av de viktigste fordelene med å velge en ruter fremfor en laser dens evne til å oppnå presise skjæredybder. En CNC-ruter tilbyr bekvemmeligheten av vertikale justeringer (langs Z-aksen), noe som gir enkel kontroll over skjæredybden. Enklere sagt kan du justere fresens høyde for å selektivt fjerne bare en del av treets overflate.
2. Ulemper med CNC-rutere
Rutere utmerker seg i å håndtere gradvise kurver, men har begrensninger når det gjelderskarpe vinklerPresisjonen de tilbyr er begrenset av radiusen til skjæreboret. Enkelt sagt,Bredden på kuttet tilsvarer størrelsen på selve boretDe minste fresebitene har vanligvis en radius på omtrent1 mm.
Siden freser skjærer gjennom friksjon, er det avgjørende å forankre materialet sikkert til skjæreflaten. Uten riktig festing kan fresens dreiemoment føre til at materialet spinner eller forskyver seg brått. Vanligvis festes treverk på plass med klemmer. Men når en høyhastighetsfres påføres et tett fastspent materiale, genereres det betydelig spenning. Denne spenningen kan potensieltvri eller skade treverket, noe som gir utfordringer ved skjæring av veldig tynne eller delikate materialer.

3. Fordeler og ulemper med laser

I likhet med automatiserte rutere styres laserskjærere av et CNC-system (Computer Numerical Control). Den grunnleggende forskjellen ligger imidlertid i skjæremetoden.ikke stol på friksjoni stedet skjærer de gjennom materialer ved hjelp avintens varmeEn høyenergisk lysstråle brenner effektivt gjennom treverk, i motsetning til den tradisjonelle utskjærings- eller maskineringsprosessen.
Som tidligere nevnt bestemmes bredden på et snitt av størrelsen på skjæreverktøyet. Mens de minste freseverktøyene har en radius på litt mindre enn 1 mm, kan en laserstråle justeres til å ha en radius så liten som0,1 mmDenne funksjonen gjør det mulig å lage ekstremt intrikate kutt medbemerkelsesverdig presisjon.
Fordi laserskjærere bruker en brenneprosess for å skjære gjennom tre, gir deusedvanlig skarpe og skarpe kanterSelv om denne brenningen kan føre til noe misfarging, kan det iverksettes tiltak for å forhindre uønskede brennmerker. I tillegg forsegler brenningen kantene, og dermedminimere utvidelse og sammentrekningav det kuttede treverket.
Relatert lasermaskin

for laserskjæring av tre og akryl
• Rask og presis gravering for solide materialer
• Toveis penetreringsdesign tillater plassering og kutting av ultralange materialer

for lasergravering av tre og akryl
• Lett og kompakt design
• Enkel å bruke for nybegynnere