
Pudete taglià u policarbonatu à laser? Cunsiglii è impostazioni pratiche per u tagliu laser di PC
Iè, pudete taglià à laserpolicarbonatuTuttavia, di solitu viderete un ingiallimentu nantu à i bordi è una bona quantità di fume appiccicaticciu. Cù un cuntrollu currettu di a frequenza (PPI/Hz), di a pusizione di u focu è di u gasu d'assistenza, a qualità di u tagliu pò esse migliurata à un livellu utilizabile.
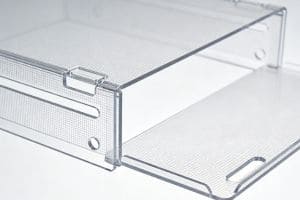
Una cosa da tene à mente: sè aspettate bordi cristallini cum'èacrilicu, U PC di solitu ùn ci ghjunghjerà senza post-elaborazione o cambiamentu di materiali.
Paragone di i materiali: PC vs Acrilicu
In u magazinu, u PC si cumporta assai diversamente da l'acrilicu.
• PC: duru è resistente à l'impatti, ma tende à scioglie è à ingiallisce sottu à u laser
• Acrilicu: più fragile, ma si vaporizza pulitamente è dà bordi netti
In regula generale: aduprate PC per e parti funziunali, acrilicu per e parti visuali.
Nutate dinù chì u PC vene in diverse varianti - rivestite, resistenti à i raggi UV, ignifughe. Queste versioni richiedenu spessu una sintonizazione di i parametri separata.
Prublemi cumuni quandu si taglia u policarbonatu à laser

Ingiallimentu (bordi brusgiati)
Questu hè u prublema u più cumunu è vene da l'accumulazione di calore.
A maiò parte di a ghjente aghjusta prima a putenza, ma a frequenza (PPI) hè u fattore chjave:
• Alta frequenza → più accumulazione di calore → più ingiallimentu
• Frequenza più bassa → raffreddamentu trà l'impulsi → bordi più puliti
Brusgiatura / scheggiatura
Di solitu causatu da:
• Posizione di focu incorretta
• Troppu energia in un locu
Una ligera sfocata pò aiutà à migliurà a qualità di i bordi.
Prublemi di fumu
U policarbonatu producefumu appiccicaticciuchì:
• S'accumula nantu à e lenti
• Riduce l'efficienza di u laser
In un ambiente di pruduzzione, questu affetta direttamente u tempu di funziunamentu è a manutenzione.
Parametri di partenza pratichi

Eccu alcuni punti di partenza pratichi per i tagli di prova:
U primu passu hè di eseguisce 4-6 campioni di prova è aghjustà da quì.
| Spessore | Putenza | Velocità (mm/s) | Frequenza (kHz) |
|---|---|---|---|
| 1 mm (0,04") | 40–60W | 20–60 mm/s | 8–18 kHz |
| 2 mm (0,08") | 60–100W | 10–30 mm/s | 5–10 kHz |
| 3 mm (0,12") | 80–150W | 5–20 mm/s | 3–8 kHz |
Logica d'aghjustamentu
Cambiate una cosa à a volta:
1. Troppu carbonizazione?Diminuisce a frequenza (kHz) è aumenta a pressione di l'aria/azotu.
2.Ùn tagliate micca?Rallentate di 10% o aumentate a putenza di 5%.
3.U bordu inferiore pare disordinatu?Calà u vostru focus 1-2 mm in u materiale.
Tagliu laser di precisione per policarbonatu trasparente
Pruvate a nostra tecnulugia laser avanzata in azzione. Stu video mostra cumu ottenemu bordi cristallini è senza bavature nantu à e lastre di policarbonatu, da tagli dritti simplici à geometrie industriali cumplesse. Assistite à l'equilibriu perfettu trà velocità è precisione chì garantisce risultati di alta qualità per ogni prughjettu.
A Verificazione di a Realtà: A Scelta di a Macchina
Ùn vi lasciate micca distrarre da opzioni "fantasiose". Eccu a realità in u locu di travagliu:
-
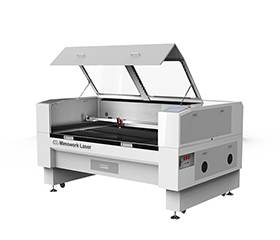
CO2Laser (80W–150W):U vostru strumentu principale. Hà a putenza di perforà fogli di 1-5 mm à velocità di pruduzzione.
-
Laser UV:Ottimu per u "tagliu à fretu" ma pocu putente. A menu chì ùn tagliate micca filmi ultra fini (<0,5 mm), hè troppu lentu per un veru attellu.
-
Laser à fibra:Ùn hè micca cunsigliatu per PC; u tassu d'assorbimentu hè troppu bassu.
Tagliu di policarbonatu pulitu:Riduce i bordi gialli è a fusione per risultati di taglio più stabili.
Cuntrollu di u calore ottimizatu:Equilibria a putenza, a velocità è a frequenza per minimizà l'accumulu di calore.
Trasfurmazione di i materiali coerenti:Gestisce diverse lamiere di PC cù prestazioni di taglio affidabili.
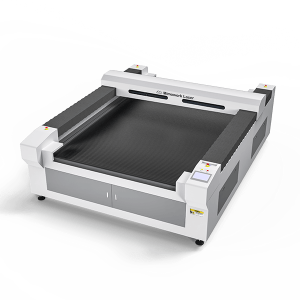
Zona di tagliu di grande furmatu:A tavula di 1300 × 2500 mm gestisce facilmente fogli acrilici di grandi dimensioni è pannelli di legnu.
Sistema di muvimentu d'alta precisione:A vite à ricircolo di sfere è u servomotore assicuranu un tagliu stabile è precisu à alta velocità.
Capacità di tagliu d'alta putenza:Equipatu cù laser CO₂ 300W-500W per a trasfurmazione di materiali solidi spessi.
Riparate i bordi gialli è stabilizzate i risultati di taglio di u vostru PC.
FAQ
A:Tecnicamente sì, ma ùn a ricumandemu micca. Sopra i 5 mm, l'accumulazione di calore provoca una carbonizzazione severa è un bordu affusolatu. A CNC hè un strumentu megliu per e piastre di PC spesse.
A:Pò esse riduttu per levigatura o lucidatura, ma ùn serà micca cusì chjaru cum'è l'acrilicu. Usendu l'azotu (N2) cum'è gasu d'assistenza hè u megliu modu per minimizà lu durante u tagliu.
A:Iè, i fumi di PC cuntenenu cumposti di CO è benzene. Assicuratevi di avè un sistema di scaricu à grande vulume è un filtru à carbone attivatu.
A:Iè. Aduprate alta velocità è bassa putenza per ottene un aspettu biancu "brillatu". Evitate l'incisione prufonda, postu chì fonderà u materiale.
A:U materiale ùn assorberà micca currettamente a lunghezza d'onda di a fibra. O ùn farà nunda o creerà una brusgiatura disordinata è incontrollabile. Attaccatevi à u CO2
A:Evitate u tagliu laser di PC ignifugu. I prudutti chimichi cuncepiti per fermà u focu faranu chì u bordu diventi subitu neru.
A:Mantene i dui lati accesi se pussibule. A parte superiore prutege da i residui di fume, è a parte inferiore prutege da i riflessi di u lettu.
Richiedete una prova di tagliu nantu à u vostru policarbonatu.

Mandate i vostri dettagli di materiale è uttene una cunfigurazione di taglio utilizabile.
Data di publicazione: 18 di marzu di u 2026