
آیا میتوان پلی کربنات را با لیزر برش داد؟ تنظیمات و نکات کاربردی برش لیزر کامپیوتر
بله، میتوانید با لیزر برش دهیدپلی کربناتبا این حال، معمولاً زردی روی لبهها و مقدار قابل توجهی دود چسبنده مشاهده خواهید کرد. با کنترل مناسب فرکانس (PPI/Hz)، موقعیت فوکوس و گاز کمکی، کیفیت برش را میتوان تا سطح قابل استفاده بهبود بخشید.
یک نکته را باید در نظر داشته باشید: اگر انتظار لبههای کریستالی و شفاف مانند ... را داریداکریلیک، کامپیوتر معمولاً بدون پردازش پس از تولید یا تغییر مواد به آنجا نمیرسد.
مقایسه مواد: PC در مقابل اکریلیک
در کف کارخانه، رفتار PC بسیار متفاوت از اکریلیک است.
• PC: محکم و مقاوم در برابر ضربه، اما در زیر لیزر ذوب و زرد میشود.
• اکریلیک: شکنندهتر است، اما به راحتی تبخیر میشود و لبههای شفافی ایجاد میکند.
به عنوان یک قاعده کلی: برای قطعات کاربردی از PC و برای قطعات بصری از اکریلیک استفاده کنید.
همچنین توجه داشته باشید که پلی کربنات در انواع مختلفی عرضه میشود - روکشدار، مقاوم در برابر اشعه ماوراء بنفش، مقاوم در برابر شعله. این نسخهها اغلب نیاز به تنظیم پارامترهای جداگانه دارند.
مشکلات رایج هنگام برش لیزری پلی کربنات

زرد شدن (لبههای سوخته)
این رایجترین مشکل است و از تجمع گرما ناشی میشود.
بیشتر افراد ابتدا قدرت را تنظیم میکنند، اما فرکانس (PPI) عامل کلیدی است:
• فرکانس بالا → افزایش گرما → زردی بیشتر
• فرکانس پایینتر → خنکسازی بین پالسها → لبههای تمیزتر
سوختن / خرد شدن
معمولاً ناشی از:
• موقعیت فوکوس نادرست
• انرژی بیش از حد در یک نقطه
کمی فوکوس زدایی میتواند به بهبود کیفیت لبهها کمک کند.
مشکلات دود
پلی کربنات تولید می کنددود چسبندهکه:
• روی لنزها رسوب میکند
• کاهش راندمان لیزر
در یک محیط عملیاتی، این امر مستقیماً بر زمان آماده به کار و نگهداری تأثیر میگذارد.
پارامترهای شروع عملی

در اینجا نکات شروع عملی برای برشهای آزمایشی آمده است:
اولین قدم، اجرای ۴ تا ۶ نمونه آزمایشی و تنظیم از آنجاست.
| ضخامت | قدرت | سرعت (میلیمتر بر ثانیه) | فرکانس (کیلوهرتز) |
|---|---|---|---|
| ۱ میلیمتر (۰.۰۴ اینچ) | ۴۰–۶۰ وات | ۲۰–۶۰ میلیمتر بر ثانیه | ۸–۱۸ کیلوهرتز |
| ۲ میلیمتر (۰.۰۸ اینچ) | ۶۰–۱۰۰ وات | ۱۰–۳۰ میلیمتر بر ثانیه | ۵–۱۰ کیلوهرتز |
| ۳ میلیمتر (۰.۱۲ اینچ) | ۸۰–۱۵۰ وات | ۵–۲۰ میلیمتر بر ثانیه | ۳–۸ کیلوهرتز |
منطق تنظیم
یک چیز را در یک زمان تغییر دهید:
۱. بیش از حد زغال شده؟فرکانس (کیلوهرتز) را کاهش داده و فشار هوا/نیتروژن را افزایش دهید.
۲.از بین نمیرود؟سرعت را 10٪ کم کنید یا قدرت را 5٪ افزایش دهید.
۳.لبه پایین نامرتب به نظر میرسد؟فوکوس خود را ۱ تا ۲ میلیمتر در ماده قرار دهید.
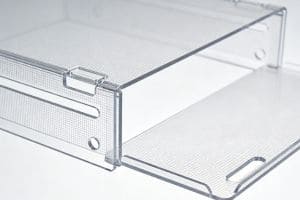
برش لیزری دقیق برای پلی کربنات شفاف
فناوری پیشرفته لیزر ما را در عمل تجربه کنید. این ویدیو نشان میدهد که چگونه ما به لبههای شفاف و بدون پلیسه روی ورقهای پلی کربنات، از برشهای ساده مستقیم گرفته تا هندسههای پیچیده صنعتی، دست مییابیم. شاهد تعادل بینظیر سرعت و دقت باشید که نتایج با کیفیت بالا را برای هر پروژه تضمین میکند.
بررسی واقعیت: انتخاب ماشین
حواستان را با گزینههای «تجملی» پرت نکنید. واقعیتِ بازار این است:
-
CO۲لیزر (۸۰ تا ۱۵۰ وات):ابزار اصلی شما. این دستگاه قدرت پانچ کردن ورقهای ۱ تا ۵ میلیمتری را با سرعت تولید بالا دارد.
-
لیزر فرابنفش:برای "برش سرد" عالی است اما قدرت کمی دارد. مگر اینکه بخواهید فیلمهای بسیار نازک (<0.5 میلیمتر) را برش دهید، در غیر این صورت برای یک کارگاه واقعی خیلی کند است.
-
لیزر فیبری:برای PC توصیه نمیشود؛ میزان جذب آن خیلی کم است.
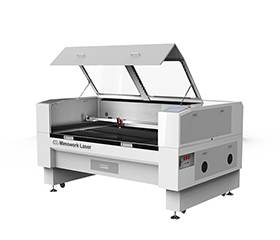
برش تمیز پلی کربنات:لبههای زرد و ذوب شدن را برای نتایج برش پایدارتر کاهش میدهد.
کنترل بهینه گرما:قدرت، سرعت و فرکانس را متعادل میکند تا از ایجاد گرما جلوگیری شود.
پردازش مواد سازگار:با عملکرد برش قابل اعتماد، ورقهای PC مختلف را برش میدهد.
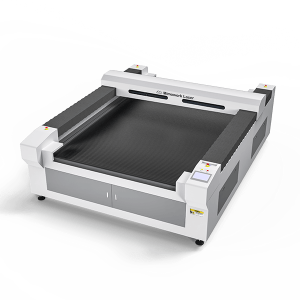
ناحیه برش با فرمت بزرگ:میز ۱۳۰۰ × ۲۵۰۰ میلیمتری، ورقهای اکریلیک بزرگ و پنلهای چوبی را به راحتی جابجا میکند.
سیستم حرکتی با دقت بالا:پیچ توپی و سروو درایو، برش پایدار و دقیق را در سرعتهای بالا تضمین میکنند.
قابلیت برش با قدرت بالا:مجهز به لیزر CO₂ با توان 300 تا 500 وات برای پردازش مواد جامد ضخیم.
لبههای زرد را اصلاح کنید و نتایج برش کامپیوتر خود را تثبیت کنید.
سوالات متداول
A:از نظر فنی بله، اما ما آن را توصیه نمیکنیم. بالای ۵ میلیمتر، تجمع گرما باعث ایجاد زغالزدگی شدید و لبه مخروطی میشود. CNC ابزار بهتری برای صفحات ضخیم PC است.
A:میتوان آن را با سنباده زدن یا صیقل دادن کاهش داد، اما به اندازه اکریلیک شفاف نخواهد بود. استفاده از نیتروژن (N)2) به عنوان گاز کمکی، بهترین راه برای به حداقل رساندن آن در طول برش است.
A:بله، بخارات PC حاوی ترکیبات CO و بنزن هستند. مطمئن شوید که سیستم اگزوز با حجم بالا و فیلتر کربن فعال دارید.
A:بله. برای داشتن ظاهری سفید و "مات" از سرعت بالا و قدرت کم استفاده کنید. از حکاکی عمیق خودداری کنید، زیرا باعث ذوب شدن ماده میشود.
A:این ماده طول موج فیبر را به درستی جذب نمیکند. یا هیچ کاری نمیکند یا یک سوختگی کثیف و غیرقابل کنترل ایجاد میکند. به CO2 بچسبید.2
A:از برش لیزری با مواد مقاوم در برابر شعله PC خودداری کنید. مواد شیمیایی طراحی شده برای جلوگیری از آتش سوزی باعث میشوند لبه بلافاصله سیاه شود.
A:در صورت امکان هر دو طرف را بپوشانید. قسمت بالایی از دود و قسمت پایینی از انعکاس نور از تخت محافظت میکند.
درخواست برش آزمایشی روی پلی کربنات خود بدهید.

جزئیات مواد خود را ارسال کنید و یک چیدمان برش قابل استفاده دریافت کنید.
زمان ارسال: ۱۸ مارس ۲۰۲۶