
Czy poliwęglan można ciąć laserowo? Praktyczne ustawienia i wskazówki dotyczące cięcia laserowego PC
Tak, można ciąć laserowopoliwęglan. Jednak zazwyczaj widoczne jest zażółcenie krawędzi i spora ilość lepkiego dymu. Przy odpowiedniej kontroli częstotliwości (PPI/Hz), pozycji ogniska i gazu wspomagającego, jakość cięcia można poprawić do poziomu użytecznego.
Jedna rzecz, o której należy pamiętać: jeśli oczekujesz krystalicznie czystych krawędzi, takich jakakryl, PC zazwyczaj nie osiągnie tego celu bez obróbki końcowej lub zmiany materiałów.
Porównanie materiałów: PC kontra akryl
Na hali produkcyjnej PC zachowuje się zupełnie inaczej niż akryl.
• PC: wytrzymały i odporny na uderzenia, ale ma tendencję do topienia się i żółknięcia pod wpływem lasera
• Akryl: bardziej kruchy, ale odparowuje czysto i zapewnia wyraźne krawędzie
Zasadniczo należy stosować poliwęglan do części funkcjonalnych, a akryl do części wizualnych.
Należy również pamiętać, że PC występuje w różnych wariantach – powlekanych, odpornych na promieniowanie UV i trudnopalnych. Wersje te często wymagają osobnego dostrojenia parametrów.
Typowe problemy podczas cięcia laserowego poliwęglanu

Żółknięcie (przypalone krawędzie)
Jest to najczęstszy problem, wynikający z nagromadzenia ciepła.
Większość ludzi najpierw dostosowuje moc, ale kluczowym czynnikiem jest częstotliwość (PPI):
• Wysoka częstotliwość → większe nagromadzenie ciepła → większe żółknięcie
• Niższa częstotliwość → chłodzenie między impulsami → czystsze krawędzie
Palenie / odpryskiwanie
Zwykle spowodowane przez:
• Nieprawidłowa pozycja ostrości
• Zbyt dużo energii w jednym miejscu
Lekkie rozmycie krawędzi może pomóc poprawić jakość krawędzi.
Problemy z dymem
Poliwęglan produkujelepki dymTo:
• Gromadzi się na soczewkach
• Zmniejsza wydajność lasera
W środowisku produkcyjnym ma to bezpośredni wpływ na czas sprawności i konserwację.
Praktyczne parametry początkowe

Oto praktyczne punkty wyjścia do cięć testowych:
Pierwszym krokiem jest przeprowadzenie testów na 4–6 próbkach i dokonanie korekt na tej podstawie.
| Grubość | Moc | Prędkość (mm/s) | Częstotliwość (kHz) |
|---|---|---|---|
| 1 mm (0,04 cala) | 40–60 W | 20–60 mm/s | 8–18 kHz |
| 2 mm (0,08 cala) | 60–100 W | 10–30 mm/s | 5–10 kHz |
| 3 mm (0,12") | 80–150 W | 5–20 mm/s | 3–8 kHz |
Logika regulacji
Zmieniaj jedną rzecz na raz:
1. Za dużo zwęglenia?Zmniejsz częstotliwość (kHz) i zwiększ ciśnienie powietrza/azotu.
2.Nie przecinasz?Zwolnij o 10% lub zwiększ moc o 5%.
3.Dolna krawędź wygląda niechlujnie?Zanurz ostrość na materiale na głębokość 1–2 mm.
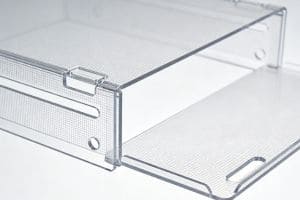
Precyzyjne cięcie laserowe przezroczystego poliwęglanu
Przekonaj się na własne oczy, jak działa nasza zaawansowana technologia laserowa. Ten film pokazuje, jak osiągamy krystalicznie czyste, pozbawione zadziorów krawędzie na arkuszach poliwęglanowych, od prostych cięć po złożone geometrie przemysłowe. Zobacz idealną równowagę między szybkością a precyzją, która gwarantuje wysoką jakość każdego projektu.
Weryfikacja rzeczywistości: wybór maszyny
Nie daj się zwieść „wymyślnym” opcjom. Oto rzeczywistość na hali produkcyjnej:
-
CO2Laser (80W–150W):Twoje główne narzędzie. Ma moc przebijania arkuszy o grubości 1–5 mm z prędkością produkcyjną.
-
Laser UV:Świetnie nadaje się do cięcia na zimno, ale ma za małą moc. Chyba że tniesz ultracienkie folie (<0,5 mm), jest za wolna do prawdziwego warsztatu.
-
Laser światłowodowy:Niezalecane dla pacjentów z PC. Zbyt niska absorpcja.
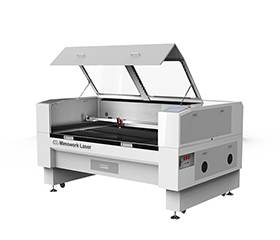
Czyste cięcie poliwęglanu:Zmniejsza żółte krawędzie i topienie, zapewniając bardziej stabilne efekty cięcia.
Zoptymalizowana kontrola ciepła:Zapewnia równowagę mocy, prędkości i częstotliwości, aby zminimalizować gromadzenie się ciepła.
Spójna obróbka materiałów:Obsługuje różne arkusze poliwęglanowe, zapewniając niezawodną wydajność cięcia.
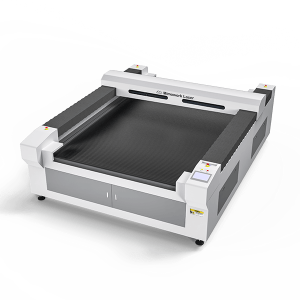
Obszar cięcia wielkoformatowego:Stół o wymiarach 1300 × 2500 mm z łatwością obsługuje duże płyty akrylowe i panele drewniane.
System ruchu o wysokiej precyzji:Śruba kulowa i napęd serwo zapewniają stabilne i precyzyjne cięcie przy dużych prędkościach.
Możliwość cięcia o dużej mocy:Wyposażona w laser CO₂ o mocy 300–500W do obróbki grubych materiałów stałych.
Napraw żółte krawędzie i ustabilizuj wyniki cięcia na komputerze.
Często zadawane pytania
A:Technicznie tak, ale nie zalecamy tego. Powyżej 5 mm, nagromadzenie ciepła powoduje silne zwęglanie i zwężenie krawędzi. CNC jest lepszym narzędziem do grubych płyt PC.
A:Można go zmniejszyć poprzez szlifowanie lub polerowanie, ale nie będzie tak przezroczysty jak akryl. Używając azotu (N2) jako gazu wspomagającego jest najlepszym sposobem na ograniczenie tego zjawiska podczas cięcia.
A:Tak, opary PC zawierają CO i związki benzenu. Upewnij się, że masz wydajny układ wydechowy i filtr z węglem aktywnym.
A:Tak. Użyj wysokiej prędkości i niskiej mocy, aby uzyskać „matowy” biały efekt. Unikaj głębokiego grawerowania, ponieważ spowoduje to stopienie materiału.
A:Materiał nie będzie odpowiednio absorbował długości fali włókna. Nie spowoduje to żadnego efektu lub spowoduje niechlujny, niekontrolowany pożar. Trzymaj się CO2.2
A:Unikaj cięcia laserowego poliwęglanu trudnopalnego. Środki chemiczne przeznaczone do gaszenia ognia spowodują, że krawędzie natychmiast staną się czarne jak smoła.
A:Jeśli to możliwe, załóż obie strony. Górna strona chroni przed resztkami dymu, a dolna przed odbiciami światła.
Poproś o wykonanie cięcia próbnego na swoim poliwęglanie.

Wyślij szczegóły dotyczące swojego materiału i otrzymaj gotowy do użycia program do cięcia.
Czas publikacji: 18 marca 2026 r.