
Er hægt að laserskera pólýkarbónat? Hagnýtar stillingar og ráð til að skera pólýkarbónat með leysigeisla
Já, þú getur laserskoriðpólýkarbónatHins vegar sérðu venjulega gulnun á brúnunum og töluvert magn af klístruðum reyk. Með réttri stjórn á tíðni (PPI/Hz), fókusstöðu og hjálpargasi er hægt að bæta skurðgæðin upp að nothæfu stigi.
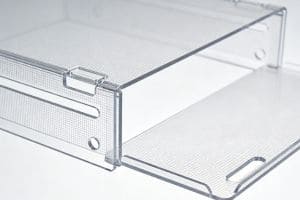
Eitt sem þarf að hafa í huga: ef þú ert að búast við kristaltærum brúnum eins ogakrýl, Tölva kemst venjulega ekki þangað án eftirvinnslu eða þess að skipta um efni.
Efnissamanburður: PC vs. akrýl
Í verksmiðjunni hegðar PC sér mjög öðruvísi en akrýl.
• PC: Sterkt og höggþolið, en bráðnar og gulnar undir leysigeisla
• Akrýl: brothættara en gufar upp hreint og gefur skýrar brúnir
Sem þumalputtaregla: notið PC fyrir virka hluti og akrýl fyrir sjónræna hluti.
Athugið einnig að PC er fáanlegt í mismunandi útgáfum — húðað, UV-þolið og logavarnarefni. Þessar útgáfur krefjast oft sérstakrar stillingar á breytum.
Algeng vandamál við laserskurð á pólýkarbónati

Gulnun (brunnar brúnir)
Þetta er algengasta vandamálið og stafar af hitasöfnun.
Flestir stilla aflið fyrst, en tíðnin (PPI) er lykilþátturinn:
• Há tíðni → meiri hitamyndun → meiri gulnun
• Lægri tíðni → kæling á milli púlsa → hreinni brúnir
Brennandi / flísandi
Venjulega af völdum:
• Röng fókusstaða
• Of mikil orka á einum stað
Lítilsháttar ófókus getur hjálpað til við að bæta gæði brúnanna.
Reykingarvandamál
Polycarbonate framleiðirklístraður reykurað:
• Safnast upp á linsum
• Minnkar skilvirkni leysigeisla
Í framleiðsluumhverfi hefur þetta bein áhrif á spenntíma og viðhald.
Hagnýtar upphafsbreytur

Hér eru hagnýt upphafspunktar fyrir prufuskurði:
Fyrsta skrefið er að keyra 4–6 prófunarsýni og aðlaga út frá því.
| Þykkt | Kraftur | Hraði (mm/s) | Tíðni (kHz) |
|---|---|---|---|
| 1 mm (0,04") | 40–60W | 20–60 mm/s | 8–18 kHz |
| 2 mm (0,08") | 60–100W | 10–30 mm/s | 5–10 kHz |
| 3 mm (0,12") | 80–150W | 5–20 mm/s | 3–8 kHz |
Aðlögunarrökfræði
Breyttu einu í einu:
1. Of mikil kolun?Lækka tíðni (kHz) og auka loft-/niturþrýsting.
2.Ekki að skera í gegn?Hægðu á þér um 10% eða aukið aflið um 5%.
3.Lítur neðri brúnin út fyrir að vera óreiðukennd?Settu fókusinn 1–2 mm ofan í efnið.
Nákvæm leysiskurður fyrir glært pólýkarbónat
Upplifðu háþróaða leysigeislatækni okkar í verki. Þetta myndband sýnir hvernig við náum kristaltærum, rispulausum brúnum á pólýkarbónatplötum, allt frá einföldum beinum skurðum til flókinna iðnaðarrúmfræði. Sjáðu fullkomna jafnvægið milli hraða og nákvæmni sem tryggir hágæða niðurstöður fyrir hvert verkefni.
Raunveruleikaprófið: Vélarval
Láttu ekki „fína“ valkosti trufla þig. Hér er raunveruleikinn á vinnustaðnum:
-
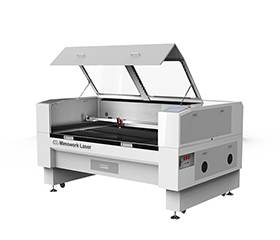
CO2Leysi (80W–150W):Aðalverkfærið þitt. Það hefur kraftinn til að gata í gegnum 1–5 mm blöð á framleiðsluhraða.
-
UV leysir:Frábært fyrir „kaldskurð“ en ekki öflugt. Nema þú sért að skera ofurþunnar filmur (<0,5 mm), þá er það of hægt fyrir alvöru verkstæði.
-
Trefjalaser:Ekki mælt með fyrir tölvur; frásogshraði er of lágur.
Hrein pólýkarbónatsskurður:Minnkar gula brúnir og bráðnun fyrir stöðugri skurðarniðurstöður.
Bjartsýni hitastýring:Jafnvægir afl, hraða og tíðni til að lágmarka hitamyndun.
Samræmd efnisvinnsla:Meðhöndlar mismunandi PC plötur með áreiðanlegum skurðarafköstum.
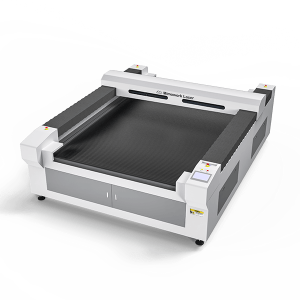
Stórt skurðarsvæði:1300 × 2500 mm borð meðhöndlar stórar akrýlplötur og viðarplötur auðveldlega.
Háþróað hreyfikerfi:Kúluskrúfa og servódrif tryggja stöðuga og nákvæma skurð við mikinn hraða.
Mikil aflsskurðargeta:Búin með 300W–500W CO₂ leysi til vinnslu á þykkum, föstum efnum.
Lagfærðu gula brúnir og stöðugaðu skurðarniðurstöður tölvunnar.
Algengar spurningar
A:Tæknilega séð já, en við mælum ekki með því. Yfir 5 mm veldur hitinn mikilli kulnun og keilulaga brún. CNC er betra verkfæri fyrir þykkar PC plötur.
A:Það er hægt að minnka það með slípun eða fægingu, en það verður ekki eins tært og akrýl. Notkun köfnunarefnis (N2) sem hjálpargas er besta leiðin til að lágmarka það við skurð.
A:Já, útblástur frá tölvum inniheldur CO og bensen efnasambönd. Gakktu úr skugga um að þú hafir útblásturskerfi með miklu magni og virkt kolefnissíu.
A:Já. Notið mikinn hraða og lágan kraft til að fá „frosið“ hvítt útlit. Forðist djúpa leturgröft því það mun bræða efnið.
A:Efnið mun ekki gleypa bylgjulengd trefjarinnar rétt. Það mun annað hvort gera ekkert eða valda óhreinum, stjórnlausum bruna. Haltu þig við CO2.2
A:Forðist að laserskera á logavarnarefni úr PC. Efnin sem eru hönnuð til að slökkva á eldi munu valda því að brúnin verður kolsvört samstundis.
A:Hafðu báðar hliðar á ef mögulegt er. Efsta hliðin verndar gegn reykleifum og botninn verndar gegn endurskini frá rúminu.
Óskaðu eftir prufuskurði á pólýkarbónati þínu.

Sendu upplýsingar um efnið þitt og fáðu nothæfa skurðaruppsetningu.
Birtingartími: 18. mars 2026