
के तपाईं पोलिकार्बोनेट लेजर काट्न सक्नुहुन्छ? व्यावहारिक पीसी लेजर काट्ने सेटिङहरू र सुझावहरू
हो, तपाईं लेजर काट्न सक्नुहुन्छपोली कार्बोनेट। यद्यपि, तपाईंले सामान्यतया किनारहरूमा पहेँलोपन र पर्याप्त मात्रामा टाँसिने धुवाँ देख्नुहुनेछ। फ्रिक्वेन्सी (PPI/Hz), फोकस स्थिति, र सहायक ग्यासको उचित नियन्त्रणको साथ, कट गुणस्तरलाई प्रयोगयोग्य स्तरमा सुधार गर्न सकिन्छ।
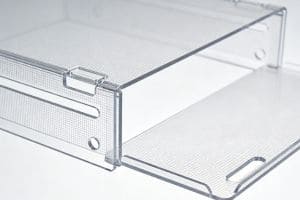
एउटा कुरा मनमा राख्नुहोस्: यदि तपाईं क्रिस्टल-स्पष्ट किनारहरूको अपेक्षा गर्दै हुनुहुन्छ भनेएक्रिलिक, पीसी सामान्यतया पोस्ट-प्रोसेसिङ वा सामग्री स्विच नगरी त्यहाँ पुग्न सक्दैन।
सामग्री तुलना: पीसी बनाम एक्रिलिक
पसलको तल्लामा, पीसीले एक्रिलिक भन्दा धेरै फरक व्यवहार गर्छ।
• पीसी: कडा र प्रभाव प्रतिरोधी, तर लेजर मुनि पग्लने र पहेंलो हुने गर्छ
• एक्रिलिक: बढी भंगुर, तर सफा रूपमा वाष्पीकरण हुन्छ र स्पष्ट किनाराहरू दिन्छ।
सामान्य नियमको रूपमा: कार्यात्मक भागहरूको लागि पीसी प्रयोग गर्नुहोस्, दृश्य भागहरूको लागि एक्रिलिक।
यो पनि ध्यान दिनुहोस् कि पीसी विभिन्न भेरियन्टहरूमा आउँछ - लेपित, यूभी-प्रतिरोधी, ज्वाला-प्रतिरोधी। यी संस्करणहरूलाई प्रायः छुट्टै प्यारामिटर ट्युनिङ आवश्यक पर्दछ।
लेजर काट्ने पोलिकार्बोनेट गर्दा हुने सामान्य समस्याहरू

पहेंलो हुनु (किनाराहरू पोल्नु)
यो सबैभन्दा सामान्य समस्या हो र गर्मी जम्मा हुँदा आउँछ।
धेरैजसो मानिसहरूले पहिले पावर समायोजन गर्छन्, तर फ्रिक्वेन्सी (PPI) मुख्य कारक हो:
• उच्च आवृत्ति → बढी ताप निर्माण → बढी पहेँलोपन
• कम आवृत्ति → पल्सहरू बीचको शीतलन → सफा किनाराहरू
जल्ने / चिप्लिने
सामान्यतया निम्न कारणले गर्दा:
• गलत फोकस पोजिसन
• एकै ठाउँमा धेरै ऊर्जा
थोरै डिफोकसले किनाराको गुणस्तर सुधार गर्न मद्दत गर्न सक्छ।
धुवाँको समस्याहरू
पोलिकार्बोनेट उत्पादन गर्छटाँसिने धुवाँत्यो:
• लेन्सहरूमा जम्मा हुन्छ
• लेजर दक्षता घटाउँछ
उत्पादन वातावरणमा, यसले प्रत्यक्ष रूपमा अपटाइम र मर्मतसम्भारलाई असर गर्छ।
व्यावहारिक सुरुवात प्यारामिटरहरू

परीक्षण कटौतीको लागि यहाँ व्यावहारिक सुरुवात बिन्दुहरू छन्:
पहिलो चरण भनेको ४-६ वटा परीक्षण नमूनाहरू चलाउनु र त्यहाँबाट समायोजन गर्नु हो।
| मोटाई | शक्ति | गति (मिमी/सेकेन्ड) | फ्रिक्वेन्सी (kHz) |
|---|---|---|---|
| १ मिमी (०.०४") | ४०–६० वाट | २०-६० मिमी/सेकेन्ड | ८–१८ किलोहर्ट्ज |
| २ मिमी (०.०८") | ६०–१०० वाट | १०–३० मिमी/सेकेन्ड | ५–१० किलोहर्ट्ज |
| ३ मिमी (०.१२") | ८०–१५० वाट | ५–२० मिमी/सेकेन्ड | ३–८ किलोहर्ट्ज |
समायोजन तर्क
एक पटकमा एउटा कुरा परिवर्तन गर्नुहोस्:
१. धेरै जलेको छ?ड्रप फ्रिक्वेन्सी (kHz) र हावा/नाइट्रोजन चाप बढाउनुहोस्।
२.काट्नुहुन्न?१०% ले ढिलो गर्नुहोस् वा ५% ले पावर बढाउनुहोस्।
३.तल्लो किनारा फोहोर देखिन्छ?आफ्नो फोकसलाई सामग्रीमा १-२ मिमी छोड्नुहोस्।
स्पष्ट पोलिकार्बोनेटको लागि प्रेसिजन लेजर काट्ने
हाम्रो उन्नत लेजर प्रविधिको कार्य अनुभव गर्नुहोस्। यो भिडियोले हामी कसरी पोली कार्बोनेट पानाहरूमा क्रिस्टल-स्पष्ट, बुर-मुक्त किनारहरू प्राप्त गर्छौं भनेर देखाउँछ, साधारण सिधा कटौतीदेखि जटिल औद्योगिक ज्यामितिहरू सम्म। गति र परिशुद्धताको उत्तम सन्तुलन हेर्नुहोस् जसले प्रत्येक परियोजनाको लागि उच्च-गुणस्तरको परिणाम सुनिश्चित गर्दछ।
वास्तविकता जाँच: मेसिन छनोट
"फ्यान्सी" विकल्पहरूबाट विचलित नहुनुहोस्। यहाँ पसल-तल्लाको वास्तविकता छ:
-
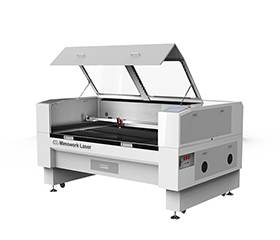
CO२लेजर (८० वाट–१५० वाट):तपाईंको प्राथमिक उपकरण। यसमा उत्पादन गतिमा १-५ मिमी पानाहरू छेड्ने शक्ति छ।
-
यूभी लेजर:"चिसो काट्ने" को लागि उत्कृष्ट तर कम पावर भएको। यदि तपाईंले अति-पातलो फिल्महरू (<०.५ मिमी) काट्नुभएको छैन भने, यो वास्तविक कार्यशालाको लागि धेरै ढिलो छ।
-
फाइबर लेजर:पीसीको लागि सिफारिस गरिँदैन; अवशोषण दर धेरै कम छ।
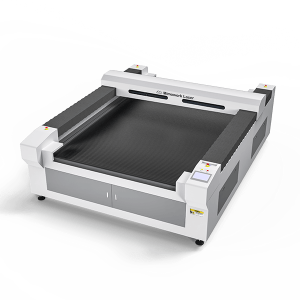
सफा पोलिकार्बोनेट काट्ने:थप स्थिर काटन परिणामहरूको लागि पहेंलो किनाराहरू र पग्लने कम गर्दछ।
अनुकूलित ताप नियन्त्रण:गर्मी जम्मा हुन कम गर्न शक्ति, गति र आवृत्ति सन्तुलित गर्छ।
निरन्तर सामग्री प्रशोधन:भरपर्दो काट्ने कार्यसम्पादनका साथ विभिन्न पीसी पानाहरू ह्यान्डल गर्दछ।
ठूलो ढाँचा काट्ने क्षेत्र:१३०० × २५०० मिमीको टेबलले ठूला एक्रिलिक पानाहरू र काठका प्यानलहरूलाई सजिलैसँग ह्यान्डल गर्छ।
उच्च-परिशुद्धता गति प्रणाली:बल स्क्रू र सर्वो ड्राइभले उच्च गतिमा स्थिर, सटीक काट्ने सुनिश्चित गर्दछ।
उच्च-शक्ति काट्ने क्षमता:बाक्लो ठोस पदार्थ प्रशोधन गर्न ३००W–५००W CO₂ लेजरले सुसज्जित।
पहेंलो किनाराहरू ठीक गर्नुहोस् र आफ्नो पीसी काट्ने परिणामहरू स्थिर गर्नुहोस्।
सोधिने प्रश्न
A:प्राविधिक रूपमा हो, तर हामी यो सिफारिस गर्दैनौं। ५ मिमी भन्दा माथि, ताप जम्मा हुँदा गम्भीर रूपमा जलन हुन्छ र किनारा पातलो हुन्छ। बाक्लो पीसी प्लेटहरूको लागि सीएनसी राम्रो उपकरण हो।
A:यसलाई स्यान्डिङ वा पालिस गरेर कम गर्न सकिन्छ, तर यो एक्रिलिक जत्तिकै स्पष्ट हुनेछैन। नाइट्रोजन (N) प्रयोग गर्दै2) सहायक ग्यासको रूपमा काट्ने क्रममा यसलाई कम गर्ने उत्तम तरिका हो।
A:हो, पीसीको धुवाँमा CO र बेन्जिन यौगिकहरू हुन्छन्। तपाईंसँग उच्च-भोल्युम निकास प्रणाली र सक्रिय कार्बन फिल्टर छ भनी सुनिश्चित गर्नुहोस्।
A:हो। "फ्रस्टेड" सेतो लुक प्राप्त गर्न उच्च गति र कम पावर प्रयोग गर्नुहोस्। गहिरो कुँदाईबाट बच्नुहोस्, किनकि यसले सामग्री पग्लनेछ।
A:यो पदार्थले फाइबर तरंगदैर्ध्यलाई राम्ररी अवशोषित गर्दैन। यसले या त केही गर्दैन या अव्यवस्थित, अनियन्त्रित जलन सिर्जना गर्दछ। CO मा टाँस्नुहोस्।2
A:लेजर काट्ने ज्वाला-प्रतिरोधी पीसीबाट बच्नुहोस्। आगो रोक्नको लागि डिजाइन गरिएको रसायनहरूले किनारा तुरुन्तै पिच कालो बनाउनेछ।
A:सम्भव भएसम्म दुवै पक्षलाई राख्नुहोस्। माथिल्लो भागले धुवाँको अवशेषबाट जोगाउँछ, र तलको भागले ओछ्यानको परावर्तनबाट जोगाउँछ।
आफ्नो पोली कार्बोनेटमा परीक्षण कट अनुरोध गर्नुहोस्।

आफ्नो सामग्री विवरण पठाउनुहोस् र प्रयोगयोग्य काट्ने सेटअप प्राप्त गर्नुहोस्।
पोस्ट समय: मार्च-१८-२०२६