
Kan du laserskjære polykarbonat? Praktiske innstillinger og tips for PC-laserskjæring
Ja, du kan laserskjærepolykarbonatDu vil imidlertid vanligvis se gulfarging på kantene og en god del klebrig røyk. Med riktig kontroll av frekvens (PPI/Hz), fokusposisjon og hjelpegass kan skjærekvaliteten forbedres til et brukbart nivå.
En ting å huske på: hvis du forventer krystallklare kanter somakryl, PC kommer vanligvis ikke dit uten etterbehandling eller bytte av materialer.
Materialsammenligning: PC vs. akryl
I verkstedgulvet oppfører PC seg veldig annerledes enn akryl.
• PC: slitesterk og slagfast, men har en tendens til å smelte og gulne under laserstråler
• Akryl: mer sprø, men fordamper rent og gir klare kanter
Som en tommelfingerregel: bruk PC til funksjonelle deler, akryl til visuelle deler.
Merk også at PC finnes i forskjellige varianter – belagt, UV-bestandig og flammehemmende. Disse versjonene krever ofte separat parameterjustering.
Vanlige problemer ved laserskjæring av polykarbonat

Gulning (brente kanter)
Dette er det vanligste problemet og kommer av varmeoppbygging.
De fleste justerer effekten først, men frekvensen (PPI) er nøkkelfaktoren:
• Høy frekvens → mer varmeoppbygging → mer gulning
• Lavere frekvens → kjøling mellom pulser → renere kanter
Brenning / avskalling
Vanligvis forårsaket av:
• Feil fokusposisjon
• For mye energi på ett sted
Litt defokusering kan bidra til å forbedre kantkvaliteten.
Røykproblemer
Polykarbonat produsererklissete røykat:
• Bygger seg opp på linser
• Reduserer lasereffektiviteten
I et produksjonsmiljø påvirker dette direkte oppetid og vedlikehold.
Praktiske startparametere

Her er praktiske utgangspunkt for testkutt:
Det første trinnet er å kjøre 4–6 testprøver og justere derfra.
| Tykkelse | Makt | Hastighet (mm/s) | Frekvens (kHz) |
|---|---|---|---|
| 1 mm (0,04 tommer) | 40–60 W | 20–60 mm/s | 8–18 kHz |
| 2 mm (0,08 tommer) | 60–100 W | 10–30 mm/s | 5–10 kHz |
| 3 mm (0,12 tommer) | 80–150 W | 5–20 mm/s | 3–8 kHz |
Justeringslogikk
Endre én ting om gangen:
1. For mye forkulling?Reduser frekvensen (kHz) og øk luft-/nitrogentrykket.
2.Ikke skjære gjennom?Reduser farten med 10 % eller øk effekten med 5 %.
3.Ser den nedre kanten rotete ut?Slipp fokuset 1–2 mm ned i materialet.
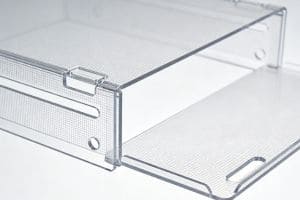
Presisjonslaserskjæring for klar polykarbonat
Opplev vår avanserte laserteknologi i aksjon. Denne videoen demonstrerer hvordan vi oppnår krystallklare, gradfrie kanter på polykarbonatplater, fra enkle rette kutt til komplekse industrielle geometrier. Opplev den perfekte balansen mellom hastighet og presisjon som sikrer resultater av høy kvalitet for hvert prosjekt.
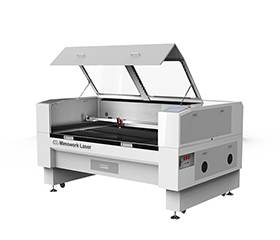
Realitetssjekken: Maskinvalg
Ikke la deg distrahere av «fancy» alternativer. Her er virkeligheten på butikkgulvet:
-
CO2Laser (80–150 W):Ditt primære verktøy. Det har kraften til å stanse gjennom ark på 1–5 mm i produksjonshastigheter.
-
UV-laser:Flott for "kaldskjæring", men har lite kraft. Med mindre du skjærer ultratynne filmer (<0,5 mm), er den for treg for et skikkelig verksted.
-
Fiberlaser:Anbefales ikke for PC; absorpsjonshastigheten er for lav.
Ren polykarbonatskjæring:Reduserer gule kanter og smelting for mer stabile skjæreresultater.
Optimalisert varmekontroll:Balanserer effekt, hastighet og frekvens for å minimere varmeoppbygging.
Konsekvent materialbehandling:Håndterer forskjellige PC-ark med pålitelig skjæreytelse.
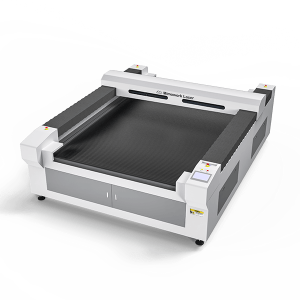
Storformat skjæreområde:Bordet på 1300 × 2500 mm håndterer store akrylplater og trepaneler uten problemer.
Høypresisjonsbevegelsessystem:Kuleskrue og servodrift sikrer stabil og nøyaktig skjæring ved høye hastigheter.
Høy effekt skjærekapasitet:Utstyrt med 300W–500W CO₂-laser for bearbeiding av tykke, faste materialer.
Fiks gule kanter og stabiliser PC-ens skjæreresultater.
Vanlige spørsmål
A:Teknisk sett ja, men vi anbefaler det ikke. Over 5 mm forårsaker varmeoppbyggingen kraftig forkulling og en avsmalnet kant. CNC er et bedre verktøy for tykke PC-plater.
A:Den kan reduseres ved sliping eller polering, men den vil ikke være like klar som akryl. Bruk av nitrogen (N2) som hjelpegass er den beste måten å minimere det på under skjæring.
A:Ja, PC-gasser inneholder CO og benzenforbindelser. Sørg for at du har et eksosanlegg med høyt volum og et aktivt kullfilter.
A:Ja. Bruk høy hastighet og lav effekt for å få et «frostet» hvitt utseende. Unngå dyp gravering, da det vil smelte materialet.
A:Materialet vil ikke absorbere fiberbølgelengden ordentlig. Det vil enten ikke gjøre noe eller skape en rotete, ukontrollerbar forbrenning. Hold deg til CO22
A:Unngå laserskjæring av flammehemmende PC. Kjemikaliene som er laget for å slukke brann, vil føre til at kanten blir beksvart umiddelbart.
A:Behold begge sider på hvis mulig. Toppen beskytter mot røykrester, og bunnen beskytter mot refleksjoner fra sengen.
Be om et prøvekutt på polykarbonatet ditt.

Send materialdetaljene dine og få et brukbart skjæreoppsett.
Publisert: 18. mars 2026