
Կարո՞ղ եք լազերային կտրել պոլիկարբոնատը: Գործնական համակարգչային լազերային կտրման կարգավորումներ և խորհուրդներ:
Այո, կարող եք լազերային կտրվածք անելպոլիկարբոնատԱյնուամենայնիվ, սովորաբար եզրերին կնկատեք դեղնություն և կպչուն ծխի բավականին մեծ քանակություն: Հաճախականության (PPI/Hz), ֆոկուսի դիրքի և օժանդակ գազի պատշաճ կառավարման դեպքում կտրման որակը կարող է բարելավվել մինչև օգտագործելի մակարդակի:
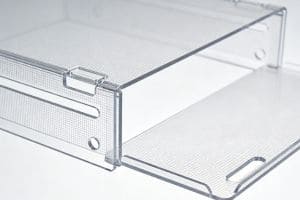
Մի բան պետք է հիշել. եթե դուք ակնկալում եք բյուրեղյա մաքուր եզրեր, ինչպիսիք ենակրիլ, Համակարգիչը սովորաբար չի հասնի այնտեղ առանց հետմշակման կամ նյութերի փոխանակման։
Նյութերի համեմատություն. PC vs Ակրիլ
Արտադրամասում համակարգչային ներկը շատ տարբեր կերպ է գործում ակրիլից:
• PC: ամուր և հարվածակայուն, բայց հակված է հալվելուն և դեղնելուն լազերի ազդեցության տակ
• Ակրիլային. ավելի փխրուն է, բայց մաքուր գոլորշիանում է և տալիս է հստակ եզրեր
Որպես կանոն՝ ֆունկցիոնալ մասերի համար օգտագործեք համակարգիչ, իսկ տեսողական մասերի համար՝ ակրիլ։
Նաև նկատի ունեցեք, որ համակարգիչը գալիս է տարբեր տարբերակներով՝ պատված, ուլտրամանուշակագույն ճառագայթմանը դիմացկուն, հրակայուն: Այս տարբերակները հաճախ պահանջում են առանձին պարամետրերի կարգավորում:
Պոլիկարբոնատի լազերային կտրման հետ կապված տարածված խնդիրներ

Դեղնություն (այրվածքի եզրեր)
Սա ամենատարածված խնդիրն է և առաջանում է ջերմության կուտակումից։
Մարդկանց մեծ մասը նախ կարգավորում է հզորությունը, բայց հաճախականությունը (PPI) հիմնական գործոնն է։
• Բարձր հաճախականություն → ավելի շատ ջերմության կուտակում → ավելի շատ դեղնացում
• Ավելի ցածր հաճախականություն → սառեցում իմպուլսների միջև → ավելի մաքուր եզրեր
Այրում / կոտրում
Սովորաբար պայմանավորված է.
• Սխալ կիզակետային դիրք
• Չափազանց շատ էներգիա մեկ տեղում
Փոքր-ինչ դեֆոկուսը կարող է օգնել բարելավել եզրերի որակը։
Ծխի հետ կապված խնդիրներ
Պոլիկարբոնատը արտադրում էկպչուն ծուխոր՝
• Կուտակվում է ոսպնյակների վրա
• Նվազեցնում է լազերի արդյունավետությունը
Արտադրական միջավայրում սա անմիջականորեն ազդում է աշխատանքի ժամանակի և սպասարկման վրա։
Գործնական մեկնարկային պարամետրեր

Ահա փորձնական կտրվածքների գործնական մեկնարկային կետերը.
Առաջին քայլը 4-6 փորձարկման նմուշներ գործարկելն ու դրանից հետո ճշգրտումներ կատարելն է։
| Հաստություն | Հզորություն | Արագություն (մմ/վ) | Հաճախականություն (կՀց) |
|---|---|---|---|
| 1 մմ (0.04 դյույմ) | 40–60 Վտ | 20–60 մմ/վրկ | 8–18 կՀց |
| 2 մմ (0.08 դյույմ) | 60–100 Վտ | 10–30 մմ/վրկ | 5–10 կՀց |
| 3 մմ (0.12 դյույմ) | 80–150 Վտ | 5–20 մմ/վրկ | 3–8 կՀց |
Կարգավորման տրամաբանություն
Փոխեք մեկ բան միաժամանակ.
1. Չափազանց շատ ածխացում՞Հաճախականության անկում (կՀց) և օդի/ազոտի ճնշման բարձրացում։
2.Չի՞ անցնում միջով։Դանդաղեցրեք 10%-ով կամ մեծացրեք հզորությունը 5%-ով։
3.Ստորին եզրը անփույթ տեսք ունի՞։Ֆոկուսը 1-2 մմ-ով իջեցրեք նյութի մեջ։
Ճշգրիտ լազերային կտրում թափանցիկ պոլիկարբոնատի համար
Զգացեք մեր առաջադեմ լազերային տեխնոլոգիան գործողության մեջ: Այս տեսանյութը ցույց է տալիս, թե ինչպես ենք մենք պոլիկարբոնատային թերթերի վրա ստանում բյուրեղյա մաքուր, առանց ճաքերի եզրեր՝ պարզ ուղիղ կտրվածքներից մինչև բարդ արդյունաբերական երկրաչափություններ: Վկայեք արագության և ճշգրտության կատարյալ հավասարակշռության մասին, որը ապահովում է բարձրորակ արդյունքներ յուրաքանչյուր նախագծի համար:
Իրականության ստուգում. Մեքենայի ընտրություն
Մի՛ շեղվեք «նրբաճաշակ» տարբերակներից։ Ահա խանութների իրականությունը.
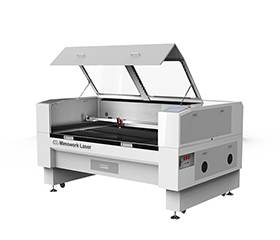
-
CO2Լազեր (80 Վտ–150 Վտ):Ձեր հիմնական գործիքը։ Այն ունի 1-5 մմ թերթեր ծակելու հզորություն՝ արտադրական արագությամբ։
-
Ուլտրամանուշակագույն լազեր.Հիանալի է «սառը կտրման» համար, բայց թույլ հզորությամբ։ Եթե չեք կտրում գերբարակ թաղանթներ (<0.5 մմ), այն չափազանց դանդաղ է իրական արհեստանոցի համար։
-
Մանրաթելային լազեր՝Չի խորհուրդ տրվում համակարգչի համար, կլանման մակարդակը չափազանց ցածր է։
Մաքուր պոլիկարբոնատի կտրում.Նվազեցնում է դեղին եզրերը և հալվելը՝ ապահովելով ավելի կայուն կտրման արդյունքներ։
Օպտիմալացված ջերմության կառավարում.Հավասարակշռում է հզորությունը, արագությունը և հաճախականությունը՝ ջերմության կուտակումը նվազագույնի հասցնելու համար։
Հետևողական նյութերի մշակում.Աշխատում է տարբեր համակարգչային թերթերի հետ՝ ապահովելով հուսալի կտրման արդյունավետություն։
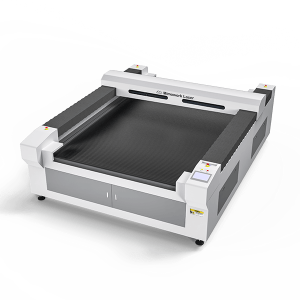
Մեծ ֆորմատի կտրման տարածք՝1300 × 2500 մմ չափսի սեղանը հեշտությամբ կարող է կարգավորել մեծ չափսի ակրիլային թերթերը և փայտե վահանակները։
Բարձր ճշգրտության շարժման համակարգ.Գնդիկավոր պտուտակը և սերվո շարժիչը ապահովում են կայուն և ճշգրիտ կտրում բարձր արագությամբ։
Բարձր հզորության կտրման հնարավորություն՝Հագեցած է 300W–500W CO₂ լազերով՝ հաստ պինդ նյութեր մշակելու համար։
Ուղղեք դեղին եզրերը և կայունացրեք ձեր համակարգչի կտրման արդյունքները։
Հաճախակի տրվող հարցեր
A:Տեխնիկապես այո, բայց մենք դա չենք խորհուրդ տալիս: 5 մմ-ից բարձր ջերմության կուտակումը առաջացնում է ուժեղ ածխացում և կոնաձև եզրեր: Հաստ համակարգչային թիթեղների համար CNC-ն ավելի լավ գործիք է:
A:Այն կարելի է նվազեցնել հղկելով կամ փայլեցնելով, բայց այն այնքան թափանցիկ չի լինի, որքան ակրիլը։ Ազոտի (N) օգտագործումը2) որպես օժանդակ գազ օգտագործելը կտրման ընթացքում այն նվազագույնի հասցնելու լավագույն միջոցն է։
A:Այո, համակարգչային գոլորշիները պարունակում են CO և բենզոլային միացություններ: Համոզվեք, որ ունեք մեծ ծավալի արտանետման համակարգ և ակտիվացված ածխածնի ֆիլտր:
A:Այո։ Օգտագործեք բարձր արագություն և ցածր հզորություն՝ «սառեցված» սպիտակ տեսք ստանալու համար։ Խուսափեք խորը փորագրությունից, քանի որ դա կհալեցնի նյութը։
A:Նյութը պատշաճ կերպով չի կլանի մանրաթելի ալիքի երկարությունը։ Այն կամ ոչինչ չի անի, կամ կստեղծի անկանոն, անվերահսկելի այրվածք։ Մնացեք CO2-ի վրա։2
A:Խուսափեք լազերային կտրող կրակակայուն համակարգիչով։ Հրդեհը մարելու համար նախատեսված քիմիական նյութերը կստիպեն եզրը անմիջապես սևանալ։
A:Հնարավորության դեպքում երկու կողմերն էլ միացված պահեք։ Վերևի մասը պաշտպանում է ծխի մնացորդներից, իսկ ներքևի մասը՝ մահճակալի անդրադարձումներից։
Պատվիրեք ձեր պոլիկարբոնատի փորձնական կտրվածք։

Ուղարկեք ձեր նյութի մանրամասները և ստացեք օգտագործելի կտրման կարգավորումներ։
Հրապարակման ժամանակը. Մարտի 18-2026