
Můžete řezat polykarbonát laserem? Praktické nastavení a tipy pro řezání laserem na PC
Ano, můžete řezat laserempolykarbonátObvykle však uvidíte žloutnutí na okrajích a značné množství lepkavého kouře. Správnou kontrolou frekvence (PPI/Hz), polohy ostření a pomocného plynu lze kvalitu řezu zlepšit na použitelnou úroveň.
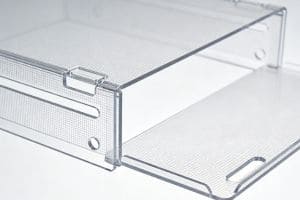
Jedna věc, kterou je třeba mít na paměti: pokud očekáváte křišťálově čisté okraje, jako napříkladakryl, PC se tam obvykle nedostane bez následného zpracování nebo přepínání materiálů.
Porovnání materiálů: PC vs. akryl
V dílně se PC chová velmi odlišně od akrylu.
• PC: pevný a odolný proti nárazu, ale má tendenci se pod laserem tavit a žloutnout
• Akryl: křehčí, ale čistě se odpařuje a vytváří jasné okraje
Obecně platí: pro funkční části použijte PC, pro vizuální části akryl.
Také si všimněte, že PC se dodává v různých variantách – s povrchovou úpravou, odolné vůči UV záření a zpomalující hoření. Tyto verze často vyžadují samostatné ladění parametrů.
Časté problémy při řezání polykarbonátu laserem

Žloutnutí (opálení okrajů)
Toto je nejčastější problém a pramení z nahromadění tepla.
Většina lidí nejprve nastaví výkon, ale klíčovým faktorem je frekvence (PPI):
• Vysoká frekvence → větší akumulace tepla → větší žloutnutí
• Nižší frekvence → ochlazování mezi pulzy → čistší hrany
Pálení / odštípnutí
Obvykle způsobeno:
• Nesprávná poloha zaostření
• Příliš mnoho energie na jednom místě
Mírné rozostření může pomoci zlepšit kvalitu hran.
Problémy s kouřem
Polykarbonát vyrábílepkavý kouřže:
• Usazuje se na čočkách
• Snižuje účinnost laseru
V produkčním prostředí to přímo ovlivňuje provozuschopnost a údržbu.
Praktické počáteční parametry

Zde jsou praktické výchozí body pro zkušební řezy:
Prvním krokem je provedení 4–6 testovacích vzorků a následné úpravy.
| Tloušťka | Moc | Rychlost (mm/s) | Frekvence (kHz) |
|---|---|---|---|
| 1 mm (0,04") | 40–60 W | 20–60 mm/s | 8–18 kHz |
| 2 mm (0,08") | 60–100 W | 10–30 mm/s | 5–10 kHz |
| 3 mm (0,12") | 80–150 W | 5–20 mm/s | 3–8 kHz |
Logika nastavení
Měňte jednu věc najednou:
1. Příliš mnoho zuhelnatění?Snižte frekvenci (kHz) a zvyšte tlak vzduchu/dusíku.
2.Neprořezává se?Zpomalte o 10 % nebo zvýšte sílu o 5 %.
3.Vypadá spodní okraj nedbale?Zapíchněte zaostřovací prvek 1–2 mm do materiálu.
Přesné laserové řezání čirého polykarbonátu
Vyzkoušejte si naši pokročilou laserovou technologii v akci. Toto video ukazuje, jak dosahujeme křišťálově čistých hran bez otřepů na polykarbonátových deskách, od jednoduchých rovných řezů až po složité průmyslové geometrie. Svědčí o dokonalé rovnováze rychlosti a přesnosti, která zajišťuje vysoce kvalitní výsledky pro každý projekt.
Kontrola reality: Volba stroje
Nenechte se rozptylovat „luxusními“ možnostmi. Realita v dílně je taková:
-
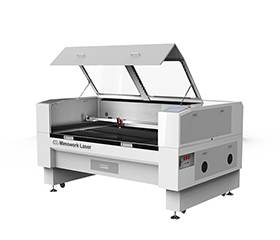
CO2Laser (80 W–150 W):Váš primární nástroj. Má sílu děrovat plechy o tloušťce 1–5 mm produkční rychlostí.
-
UV laser:Skvělé pro „řezání za studena“, ale nedostatečný výkon. Pokud neřežete ultratenké filmy (<0,5 mm), je to pro skutečnou dílnu příliš pomalé.
-
Vláknový laser:Nedoporučuje se pro PC; míra absorpce je příliš nízká.
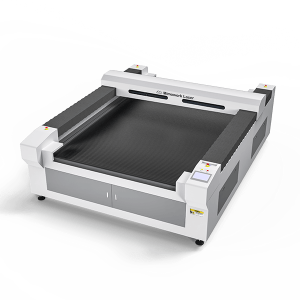
Řezání čistého polykarbonátu:Redukuje žluté okraje a tavení pro stabilnější výsledky řezání.
Optimalizovaná regulace tepla:Vyvažuje výkon, rychlost a frekvenci pro minimalizaci hromadění tepla.
Konzistentní zpracování materiálu:Spolehlivě zvládá různé PC desky se spolehlivým řezným výkonem.
Oblast řezání velkoformátů:Stůl o rozměrech 1300 × 2500 mm snadno zvládne i nadměrně velké akrylátové desky a dřevěné panely.
Vysoce přesný pohybový systém:Kuličkový šroub a servopohon zajišťují stabilní a přesné řezání při vysokých rychlostech.
Vysoce výkonné řezání:Vybaven CO₂ laserem o výkonu 300 W–500 W pro zpracování silných pevných materiálů.
Opravte zažloutlé okraje a stabilizujte výsledky řezání na PC.
Často kladené otázky
A:Technicky vzato ano, ale nedoporučujeme to. Nad 5 mm způsobuje nahromadění tepla silné zuhelnatění a zúžení hrany. CNC je lepší nástroj pro silné PC desky.
A:Lze jej snížit broušením nebo leštěním, ale nebude tak čirý jako akryl. Použitím dusíku (N2) jako pomocný plyn je nejlepší způsob, jak jej minimalizovat během řezání.
A:Ano, výpary z osobních počítačů obsahují sloučeniny CO a benzenu. Ujistěte se, že máte systém s vysokým objemem výfukových plynů a filtr s aktivním uhlím.
A:Ano. Pro dosažení „matného“ bílého vzhledu použijte vysokou rychlost a nízký výkon. Vyhněte se hlubokému gravírování, mohlo by dojít k roztavení materiálu.
A:Materiál nebude správně absorbovat vlnovou délku vlákna. Buď to neudělá nic, nebo to způsobí nepříjemné a nekontrolovatelné hoření. Držte se CO.2
A:Neřezejte laserem zpomalující PC. Chemikálie určené k zastavení hoření způsobí, že okraje okamžitě zčernají jako uhel.
A:Pokud je to možné, ponechte obě strany zapnuté. Horní strana chrání před zbytky kouře a spodní strana před odlesky od postele.
Požádejte o zkušební řezání vašeho polykarbonátu.

Zašlete nám podrobnosti o materiálu a získejte použitelné nastavení řezání.
Čas zveřejnění: 18. března 2026