
Поликарбонатты лазермен кесуге бола ма? Практикалық компьютерлік лазермен кесу параметрлері мен кеңестері
Иә, лазермен кесуге боладыполикарбонатДегенмен, әдетте шеттері сарғайып, жабысқақ түтіннің көп мөлшерін көресіз. Жиілікті (PPI/Гц), фокустау орнын және көмекші газды дұрыс басқару арқылы кесу сапасын пайдалануға болатын деңгейге дейін жақсартуға болады.
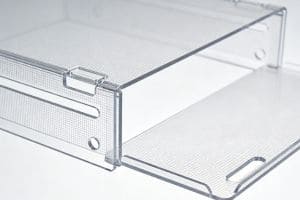
Есте сақтау керек бір нәрсе: егер сіз кристалдай мөлдір жиектерді күтсеңізакрил, ДК әдетте материалдарды өңдеуден немесе ауыстырудан кейін сол жерге жете алмайды.
Материалды салыстыру: ДК және акрил
Дүкен алаңында ДК акрилден мүлдем басқаша әрекет етеді.
• PC: берік және соққыға төзімді, бірақ лазер астында еріп, сарғаюға бейім
• Акрил: сынғышырақ, бірақ таза буланады және айқын жиектер береді
Жалпы ереже бойынша: функционалды бөлшектер үшін ДК, ал көрнекі бөлшектер үшін акрилді пайдаланыңыз.
Сондай-ақ, ДК әртүрлі нұсқаларда келетінін ескеріңіз — жабыны бар, ультракүлгін сәулелерге төзімді, жалынға төзімді. Бұл нұсқалар көбінесе бөлек параметрлерді реттеуді қажет етеді.
Поликарбонатты лазермен кесу кезінде жиі кездесетін мәселелер

Сарғаю (шеттерінің күйіп қалуы)
Бұл ең көп таралған мәселе және жылудың жиналуынан туындайды.
Көптеген адамдар алдымен қуатты реттейді, бірақ жиілік (PPI) негізгі фактор болып табылады:
• Жоғары жиілік → көбірек жылу жиналуы → көбірек сарғаю
• Төмен жиілік → импульстар арасындағы салқындату → таза жиектер
Өртеу / сыну
Әдетте мыналардың әсерінен болады:
• Фокустың дұрыс емес орналасуы
• Бір жерде тым көп энергия
Аздап фокусты азайту жиек сапасын жақсартуға көмектеседі.
Темекі мәселелері
Поликарбонат өндіредіжабысқақ түтінбұл:
• Линзаларда жиналады
• Лазер тиімділігін төмендетеді
Өндірістік ортада бұл жұмыс уақытына және техникалық қызмет көрсетуге тікелей әсер етеді.
Практикалық іске қосу параметрлері

Сынақ кесулерінің практикалық бастапқы нүктелері:
Бірінші қадам - 4-6 сынақ үлгісін іске қосу және сол жерден реттеу.
| Қалыңдығы | Қуат | Жылдамдық (мм/с) | Жиілік (кГц) |
|---|---|---|---|
| 1 мм (0,04 дюйм) | 40–60 Вт | 20–60 мм/с | 8–18 кГц |
| 2 мм (0,08 дюйм) | 60–100 Вт | 10–30 мм/с | 5–10 кГц |
| 3 мм (0,12 дюйм) | 80–150 Вт | 5–20 мм/с | 3–8 кГц |
Реттеу логикасы
Бір уақытта бір нәрсені өзгертіңіз:
1. Тым көп күйдіру?Жиілікті төмендету (кГц) және ауа/азот қысымын арттыру.
2.Кесіп өтпейсіз бе?Жылдамдықты 10%-ға немесе қуатты 5%-ға баяулатыңыз.
3.Төменгі жиегі лас болып көрінеді ме?Фокусыңызды материалға 1-2 мм тереңдікке түсіріңіз.
Мөлдір поликарбонат үшін дәл лазерлік кесу
Біздің озық лазерлік технологиямызды іс жүзінде көріңіз. Бұл бейнеде поликарбонат парақтарында қарапайым түзу кесулерден бастап күрделі өнеркәсіптік геометрияларға дейін кристалдай мөлдір, сызатсыз жиектерге қалай қол жеткізетініміз көрсетілген. Әрбір жоба үшін жоғары сапалы нәтижелерді қамтамасыз ететін жылдамдық пен дәлдіктің тамаша үйлесімін көріңіз.
Шындықты тексеру: Машинаны таңдау
«Қызықты» нұсқаларға алаңдамаңыз. Міне, дүкеннің шындығы:
-
CO2Лазер (80 Вт–150 Вт):Сіздің негізгі құралыңыз. Ол өндіріс жылдамдығында 1–5 мм парақтарды тесуге мүмкіндік береді.
-
УК лазері:«Суық кесу» үшін тамаша, бірақ қуаты жеткіліксіз. Егер сіз өте жұқа пленкаларды (<0,5 мм) кеспесеңіз, бұл нағыз шеберхана үшін тым баяу.
-
Талшықты лазер:ДК үшін ұсынылмайды, сіңіру жылдамдығы тым төмен.
Таза поликарбонатты кесу:Тұрақты кесу нәтижелері үшін сары жиектер мен балқуды азайтады.
Оңтайландырылған жылу басқаруы:Қызудың жиналуын азайту үшін қуатты, жылдамдықты және жиілікті теңестіреді.
Материалды дәйекті өңдеу:Әр түрлі компьютер парақтарын сенімді кесу өнімділігімен өңдейді.
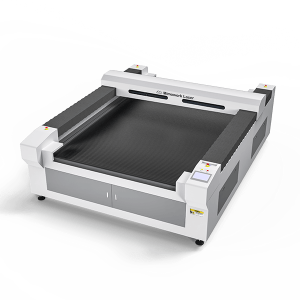
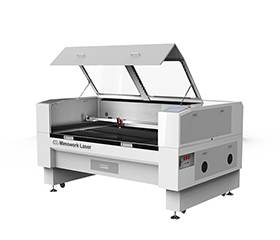
Үлкен форматты кесу аймағы:1300 × 2500 мм үстел үлкен акрил парақтары мен ағаш панельдерді оңай өңдейді.
Жоғары дәлдіктегі қозғалыс жүйесі:Шарлы бұранда және серво жетегі жоғары жылдамдықта тұрақты және дәл кесуді қамтамасыз етеді.
Жоғары қуатты кесу мүмкіндігі:Қалың қатты материалдарды өңдеуге арналған 300 Вт–500 Вт CO₂ лазерімен жабдықталған.
Сары жиектерді түзетіп, компьютеріңіздің кесу нәтижелерін тұрақтандырыңыз.
Жиі қойылатын сұрақтар
A:Техникалық тұрғыдан иә, бірақ біз оны ұсынбаймыз. 5 мм-ден жоғары қызу қатты күйдіруге және жиектің конус тәрізді болуына әкеледі. CNC қалың ДК пластиналары үшін жақсы құрал болып табылады.
A:Оны тегістеу немесе жылтырату арқылы азайтуға болады, бірақ ол акрил сияқты мөлдір болмайды. Азотты (N) пайдалану2) көмекші газ ретінде кесу кезінде оны азайтудың ең жақсы жолы болып табылады.
A:Иә, PC түтіндерінде CO және бензол қосылыстары бар. Сізде көп көлемді шығару жүйесі және белсендірілген көмір сүзгісі бар екеніне көз жеткізіңіз.
A:Иә. «Аязды» ақ көрініс алу үшін жоғары жылдамдық пен төмен қуатты пайдаланыңыз. Терең гравировкадан аулақ болыңыз, себебі ол материалды ерітеді.
A:Материал талшықтың толқын ұзындығын дұрыс сіңірмейді. Ол ештеңе істемейді немесе лас, бақыланбайтын күйік тудырады. СО2-ге жабысыңыз.2
A:Лазермен кесетін жалынға төзімді ДК-дан аулақ болыңыз. Өртті тоқтатуға арналған химиялық заттар жиектің бірден қараюына әкеледі.
A:Мүмкіндігінше екі жағын да ашық ұстаңыз. Жоғарғы жағы түтін қалдықтарынан, ал төменгі жағы төсек шағылыстарынан қорғайды.
Поликарбонатыңызды сынақтан өткізуді сұраңыз.

Материал туралы мәліметтеріңізді жіберіңіз және пайдалануға болатын кесу қондырғысын алыңыз.
Жарияланған уақыты: 18 наурыз 2026 ж.