
Kan man laserskära polykarbonat? Praktiska inställningar och tips för PC-laserskärning
Ja, du kan laserskärapolykarbonatDu kommer dock vanligtvis att se gulfärgning på kanterna och en hel del klibbig rök. Med korrekt kontroll av frekvens (PPI/Hz), fokusposition och hjälpgas kan skärkvaliteten förbättras till en användbar nivå.
En sak att tänka på: om du förväntar dig kristallklara kanter somakryl, PC når vanligtvis inte dit utan efterbehandling eller materialbyte.
Materialjämförelse: PC vs akryl
I verkstaden beter sig PC väldigt annorlunda än akryl.
• PC: tålig och slagtålig, men tenderar att smälta och gulna under laserstråle
• Akryl: mer spröd, men förångas rent och ger tydliga kanter
Som en tumregel: använd PC för funktionella delar, akryl för visuella delar.
Observera också att PC finns i olika varianter – belagd, UV-beständig, flamskyddsmedel. Dessa versioner kräver ofta separat parameterjustering.
Vanliga problem vid laserskärning av polykarbonat

Gulning (brända kanter)
Detta är det vanligaste problemet och beror på värmeutveckling.
De flesta justerar effekten först, men frekvensen (PPI) är den viktigaste faktorn:
• Hög frekvens → mer värmeutveckling → mer gulning
• Lägre frekvens → kylning mellan pulser → renare kanter
Bränning / flisning
Vanligtvis orsakad av:
• Felaktig fokusposition
• För mycket energi på ett ställe
Lite oskärpa kan bidra till att förbättra kantkvaliteten.
Rökproblem
Polykarbonat producerarklibbig rökatt:
• Byggs upp på linser
• Minskar lasereffektiviteten
I en produktionsmiljö påverkar detta direkt drifttid och underhåll.
Praktiska startparametrar

Här är praktiska utgångspunkter för testskärningar:
Det första steget är att köra 4–6 testprover och justera därifrån.
| Tjocklek | Driva | Hastighet (mm/s) | Frekvens (kHz) |
|---|---|---|---|
| 1 mm (0,04 tum) | 40–60 W | 20–60 mm/s | 8–18 kHz |
| 2 mm (0,08 tum) | 60–100 W | 10–30 mm/s | 5–10 kHz |
| 3 mm (0,12 tum) | 80–150 W | 5–20 mm/s | 3–8 kHz |
Justeringslogik
Ändra en sak i taget:
1. För mycket förkolning?Sänk frekvensen (kHz) och öka luft-/kvävetrycket.
2.Skär inte igenom?Sakta ner med 10 % eller öka effekten med 5 %.
3.Ser den nedre kanten klumpig ut?Sänk ner fokus 1–2 mm i materialet.
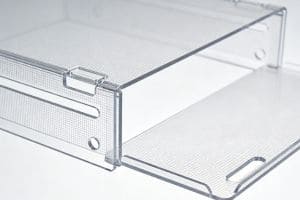
Precisionslaserskärning för klar polykarbonat
Upplev vår avancerade laserteknik i praktiken. Den här videon visar hur vi uppnår kristallklara, gradfria kanter på polykarbonatskivor, från enkla raka snitt till komplexa industriella geometrier. Bevittna den perfekta balansen mellan hastighet och precision som garanterar högkvalitativa resultat för varje projekt.
Verklighetskontrollen: Maskinval
Bli inte distraherad av "fina" alternativ. Här är verkligheten på verkstadsgolvet:
-
CO2Laser (80W–150W):Ditt primära verktyg. Det har kraften att stansa igenom ark på 1–5 mm i produktionshastigheter.
-
UV-laser:Utmärkt för "kallskärning" men svag för kraft. Om du inte skär ultratunna filmer (<0,5 mm) är den för långsam för en riktig verkstad.
-
Fiberlaser:Rekommenderas inte för PC; absorptionshastigheten är för låg.
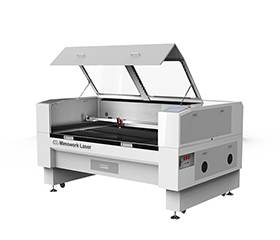
Ren polykarbonatskärning:Minskar gula kanter och smältning för mer stabila skärresultat.
Optimerad värmekontroll:Balanserar effekt, hastighet och frekvens för att minimera värmeuppbyggnad.
Konsekvent materialbearbetning:Hanterar olika PC-ark med pålitlig skärprestanda.
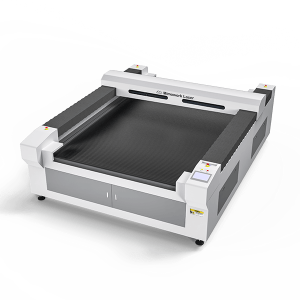
Storformats skäryta:Bordet på 1300 × 2500 mm hanterar enkelt överdimensionerade akrylskivor och träpaneler.
Högprecisionsrörelsesystem:Kulskruv och servodrift säkerställer stabil och exakt skärning vid höga hastigheter.
Högpresterande skärkapacitet:Utrustad med 300W–500W CO₂-laser för bearbetning av tjocka, fasta material.
Fixa gula kanter och stabilisera dina PC-skärresultat.
Vanliga frågor
A:Tekniskt sett ja, men vi rekommenderar det inte. Över 5 mm orsakar värmeutvecklingen kraftig förkolning och en avsmalnande kant. CNC är ett bättre verktyg för tjocka PC-plåtar.
A:Det kan reduceras genom slipning eller polering, men det blir inte lika klart som akryl. Användning av kväve (N2) som hjälpgas är det bästa sättet att minimera det under skärning.
A:Ja, PC-avgaser innehåller CO och bensenföreningar. Se till att du har ett avgassystem med hög volym och ett aktivt kolfilter.
A:Ja. Använd hög hastighet och låg effekt för att få ett "frostat" vitt utseende. Undvik djupgravering, eftersom det kommer att smälta materialet.
A:Materialet kommer inte att absorbera fiberns våglängd ordentligt. Det kommer antingen inte att göra någonting eller skapa en slarvig, okontrollerbar förbränning. Håll dig till CO2
A:Undvik laserskärning av flamskyddsmedel i PC. Kemikalierna som är avsedda att släcka eld kommer att göra att kanten omedelbart blir kolsvart.
A:Behåll båda sidorna på om möjligt. Ovansidan skyddar mot rökrester och undersidan skyddar mot reflektioner från sängen.
Begär en provskärning på din polykarbonat.

Skicka dina materialuppgifter och få en användbar skäruppsättning.
Publiceringstid: 18 mars 2026