
ਕੀ ਤੁਸੀਂ ਪੌਲੀਕਾਰਬੋਨੇਟ ਨੂੰ ਲੇਜ਼ਰ ਕੱਟ ਸਕਦੇ ਹੋ? ਵਿਹਾਰਕ ਪੀਸੀ ਲੇਜ਼ਰ ਕੱਟਣ ਦੀਆਂ ਸੈਟਿੰਗਾਂ ਅਤੇ ਸੁਝਾਅ
ਹਾਂ, ਤੁਸੀਂ ਲੇਜ਼ਰ ਕੱਟ ਸਕਦੇ ਹੋ।ਪੌਲੀਕਾਰਬੋਨੇਟ. ਹਾਲਾਂਕਿ, ਤੁਸੀਂ ਆਮ ਤੌਰ 'ਤੇ ਕਿਨਾਰਿਆਂ 'ਤੇ ਪੀਲਾਪਨ ਅਤੇ ਕਾਫ਼ੀ ਮਾਤਰਾ ਵਿੱਚ ਚਿਪਚਿਪਾ ਧੂੰਆਂ ਵੇਖੋਗੇ। ਬਾਰੰਬਾਰਤਾ (PPI/Hz), ਫੋਕਸ ਸਥਿਤੀ, ਅਤੇ ਸਹਾਇਕ ਗੈਸ ਦੇ ਸਹੀ ਨਿਯੰਤਰਣ ਨਾਲ, ਕੱਟ ਗੁਣਵੱਤਾ ਨੂੰ ਇੱਕ ਵਰਤੋਂ ਯੋਗ ਪੱਧਰ ਤੱਕ ਸੁਧਾਰਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ਇੱਕ ਗੱਲ ਯਾਦ ਰੱਖੋ: ਜੇਕਰ ਤੁਸੀਂ ਕ੍ਰਿਸਟਲ-ਸਾਫ਼ ਕਿਨਾਰਿਆਂ ਦੀ ਉਮੀਦ ਕਰ ਰਹੇ ਹੋ ਜਿਵੇਂ ਕਿਐਕ੍ਰੀਲਿਕ, ਪੀਸੀ ਆਮ ਤੌਰ 'ਤੇ ਪੋਸਟ-ਪ੍ਰੋਸੈਸਿੰਗ ਜਾਂ ਸਮੱਗਰੀ ਬਦਲਣ ਤੋਂ ਬਿਨਾਂ ਉੱਥੇ ਨਹੀਂ ਪਹੁੰਚਦਾ।
ਸਮੱਗਰੀ ਦੀ ਤੁਲਨਾ: ਪੀਸੀ ਬਨਾਮ ਐਕ੍ਰੀਲਿਕ
ਦੁਕਾਨ ਦੇ ਫਲੋਰ 'ਤੇ, ਪੀਸੀ ਐਕ੍ਰੀਲਿਕ ਤੋਂ ਬਹੁਤ ਵੱਖਰੇ ਢੰਗ ਨਾਲ ਵਿਵਹਾਰ ਕਰਦਾ ਹੈ।
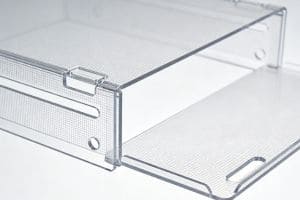
• ਪੀਸੀ: ਸਖ਼ਤ ਅਤੇ ਪ੍ਰਭਾਵ-ਰੋਧਕ, ਪਰ ਲੇਜ਼ਰ ਦੇ ਹੇਠਾਂ ਪਿਘਲਣ ਅਤੇ ਪੀਲਾ ਹੋਣ ਦੀ ਸੰਭਾਵਨਾ ਰੱਖਦਾ ਹੈ।
• ਐਕ੍ਰੀਲਿਕ: ਜ਼ਿਆਦਾ ਭੁਰਭੁਰਾ, ਪਰ ਸਾਫ਼-ਸੁਥਰਾ ਭਾਫ਼ ਬਣ ਜਾਂਦਾ ਹੈ ਅਤੇ ਸਾਫ਼ ਕਿਨਾਰੇ ਦਿੰਦਾ ਹੈ।
ਇੱਕ ਨਿਯਮ ਦੇ ਤੌਰ 'ਤੇ: ਫੰਕਸ਼ਨਲ ਹਿੱਸਿਆਂ ਲਈ ਪੀਸੀ ਦੀ ਵਰਤੋਂ ਕਰੋ, ਵਿਜ਼ੂਅਲ ਹਿੱਸਿਆਂ ਲਈ ਐਕ੍ਰੀਲਿਕ।
ਇਹ ਵੀ ਧਿਆਨ ਦਿਓ ਕਿ ਪੀਸੀ ਵੱਖ-ਵੱਖ ਰੂਪਾਂ ਵਿੱਚ ਆਉਂਦਾ ਹੈ—ਕੋਟੇਡ, ਯੂਵੀ-ਰੋਧਕ, ਅੱਗ-ਰੋਧਕ। ਇਹਨਾਂ ਸੰਸਕਰਣਾਂ ਲਈ ਅਕਸਰ ਵੱਖਰੇ ਪੈਰਾਮੀਟਰ ਟਿਊਨਿੰਗ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
ਪੌਲੀਕਾਰਬੋਨੇਟ ਨੂੰ ਲੇਜ਼ਰ ਕੱਟਣ ਵੇਲੇ ਆਮ ਸਮੱਸਿਆਵਾਂ

ਪੀਲਾ ਪੈਣਾ (ਕਿਨਾਰਿਆਂ ਦਾ ਸੜਨਾ)
ਇਹ ਸਭ ਤੋਂ ਆਮ ਸਮੱਸਿਆ ਹੈ ਅਤੇ ਗਰਮੀ ਦੇ ਵਧਣ ਕਾਰਨ ਆਉਂਦੀ ਹੈ।
ਜ਼ਿਆਦਾਤਰ ਲੋਕ ਪਹਿਲਾਂ ਪਾਵਰ ਐਡਜਸਟ ਕਰਦੇ ਹਨ, ਪਰ ਬਾਰੰਬਾਰਤਾ (PPI) ਮੁੱਖ ਕਾਰਕ ਹੈ:
• ਉੱਚ ਆਵਿਰਤੀ → ਵਧੇਰੇ ਗਰਮੀ ਜਮ੍ਹਾਂ ਹੋਣਾ → ਵਧੇਰੇ ਪੀਲਾਪਨ
• ਘੱਟ ਬਾਰੰਬਾਰਤਾ → ਦਾਲਾਂ ਵਿਚਕਾਰ ਠੰਢਾ ਹੋਣਾ → ਸਾਫ਼ ਕਿਨਾਰਿਆਂ
ਜਲਣਾ / ਚੀਰਨਾ
ਆਮ ਤੌਰ 'ਤੇ ਇਹਨਾਂ ਕਾਰਨਾਂ ਕਰਕੇ ਹੁੰਦਾ ਹੈ:
• ਗਲਤ ਫੋਕਸ ਸਥਿਤੀ
• ਇੱਕ ਥਾਂ ਤੇ ਬਹੁਤ ਜ਼ਿਆਦਾ ਊਰਜਾ
ਥੋੜ੍ਹਾ ਜਿਹਾ ਡੀਫੋਕਸ ਕਿਨਾਰੇ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਵਿੱਚ ਮਦਦ ਕਰ ਸਕਦਾ ਹੈ।
ਧੂੰਏਂ ਦੇ ਮੁੱਦੇ
ਪੌਲੀਕਾਰਬੋਨੇਟ ਪੈਦਾ ਕਰਦਾ ਹੈਚਿਪਚਿਪਾ ਧੂੰਆਂਕਿ:
• ਲੈਂਸਾਂ 'ਤੇ ਜਮ੍ਹਾ ਹੁੰਦਾ ਹੈ
• ਲੇਜ਼ਰ ਕੁਸ਼ਲਤਾ ਘਟਾਉਂਦਾ ਹੈ।
ਉਤਪਾਦਨ ਵਾਤਾਵਰਣ ਵਿੱਚ, ਇਹ ਸਿੱਧੇ ਤੌਰ 'ਤੇ ਅਪਟਾਈਮ ਅਤੇ ਰੱਖ-ਰਖਾਅ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ।
ਵਿਹਾਰਕ ਸ਼ੁਰੂਆਤੀ ਮਾਪਦੰਡ

ਟੈਸਟ ਕੱਟਾਂ ਲਈ ਇੱਥੇ ਵਿਹਾਰਕ ਸ਼ੁਰੂਆਤੀ ਬਿੰਦੂ ਹਨ:
ਪਹਿਲਾ ਕਦਮ 4-6 ਟੈਸਟ ਸੈਂਪਲ ਚਲਾਉਣਾ ਹੈ ਅਤੇ ਉੱਥੋਂ ਐਡਜਸਟ ਕਰਨਾ ਹੈ।
| ਮੋਟਾਈ | ਪਾਵਰ | ਗਤੀ (ਮਿਲੀਮੀਟਰ/ਸਕਿੰਟ) | ਬਾਰੰਬਾਰਤਾ (kHz) |
|---|---|---|---|
| 1 ਮਿਲੀਮੀਟਰ (0.04") | 40–60 ਵਾਟ | 20-60 ਮਿਲੀਮੀਟਰ/ਸਕਿੰਟ | 8–18 kHz |
| 2 ਮਿਲੀਮੀਟਰ (0.08") | 60–100 ਵਾਟ | 10–30 ਮਿਲੀਮੀਟਰ/ਸੈਕਿੰਡ | 5–10 kHz |
| 3 ਮਿਲੀਮੀਟਰ (0.12") | 80–150 ਵਾਟ | 5–20 ਮਿਲੀਮੀਟਰ/ਸੈਕਿੰਡ | 3–8 ਕਿਲੋਹਰਟਜ਼ |
ਸਮਾਯੋਜਨ ਤਰਕ
ਇੱਕ ਸਮੇਂ ਇੱਕ ਚੀਜ਼ ਬਦਲੋ:
1. ਬਹੁਤ ਜ਼ਿਆਦਾ ਸੜ ਰਿਹਾ ਹੈ?ਡ੍ਰੌਪ ਫ੍ਰੀਕੁਐਂਸੀ (kHz) ਅਤੇ ਹਵਾ/ਨਾਈਟ੍ਰੋਜਨ ਦਬਾਅ ਵਧਾਓ।
2.ਕੱਟ ਨਹੀਂ ਰਹੇ?10% ਹੌਲੀ ਕਰੋ ਜਾਂ ਪਾਵਰ 5% ਵਧਾਓ।
3.ਹੇਠਲਾ ਕਿਨਾਰਾ ਖਰਾਬ ਲੱਗ ਰਿਹਾ ਹੈ?ਆਪਣਾ ਫੋਕਸ 1-2mm ਸਮੱਗਰੀ ਵਿੱਚ ਸੁੱਟੋ।
ਸਾਫ਼ ਪੌਲੀਕਾਰਬੋਨੇਟ ਲਈ ਸ਼ੁੱਧਤਾ ਲੇਜ਼ਰ ਕਟਿੰਗ
ਸਾਡੀ ਉੱਨਤ ਲੇਜ਼ਰ ਤਕਨਾਲੋਜੀ ਨੂੰ ਕਾਰਜਸ਼ੀਲਤਾ ਵਿੱਚ ਅਨੁਭਵ ਕਰੋ। ਇਹ ਵੀਡੀਓ ਦਰਸਾਉਂਦਾ ਹੈ ਕਿ ਅਸੀਂ ਪੌਲੀਕਾਰਬੋਨੇਟ ਸ਼ੀਟਾਂ 'ਤੇ ਕ੍ਰਿਸਟਲ-ਸਾਫ, ਬਰਰ-ਮੁਕਤ ਕਿਨਾਰੇ ਕਿਵੇਂ ਪ੍ਰਾਪਤ ਕਰਦੇ ਹਾਂ, ਸਧਾਰਨ ਸਿੱਧੇ ਕੱਟਾਂ ਤੋਂ ਲੈ ਕੇ ਗੁੰਝਲਦਾਰ ਉਦਯੋਗਿਕ ਜਿਓਮੈਟਰੀ ਤੱਕ। ਗਤੀ ਅਤੇ ਸ਼ੁੱਧਤਾ ਦੇ ਸੰਪੂਰਨ ਸੰਤੁਲਨ ਨੂੰ ਵੇਖੋ ਜੋ ਹਰੇਕ ਪ੍ਰੋਜੈਕਟ ਲਈ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਨਤੀਜੇ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ।
ਅਸਲੀਅਤ ਜਾਂਚ: ਮਸ਼ੀਨ ਦੀ ਚੋਣ
"ਫੈਨਸੀ" ਵਿਕਲਪਾਂ ਦੁਆਰਾ ਭਟਕਾਓ ਨਾ। ਇੱਥੇ ਦੁਕਾਨ ਦੀ ਅਸਲੀਅਤ ਹੈ:
-
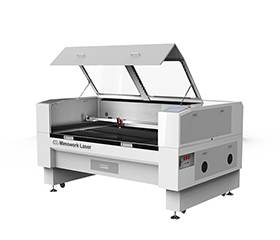
CO2ਲੇਜ਼ਰ (80W–150W):ਤੁਹਾਡਾ ਮੁੱਖ ਔਜ਼ਾਰ। ਇਸ ਵਿੱਚ ਉਤਪਾਦਨ ਦੀ ਗਤੀ 'ਤੇ 1-5mm ਸ਼ੀਟਾਂ ਵਿੱਚੋਂ ਪੰਚ ਕਰਨ ਦੀ ਸ਼ਕਤੀ ਹੈ।
-
ਯੂਵੀ ਲੇਜ਼ਰ:"ਠੰਡੇ ਕੱਟਣ" ਲਈ ਵਧੀਆ ਪਰ ਘੱਟ ਪਾਵਰ ਵਾਲਾ। ਜਦੋਂ ਤੱਕ ਤੁਸੀਂ ਬਹੁਤ ਪਤਲੀਆਂ ਫਿਲਮਾਂ (<0.5mm) ਨਹੀਂ ਕੱਟ ਰਹੇ ਹੋ, ਇਹ ਇੱਕ ਅਸਲੀ ਵਰਕਸ਼ਾਪ ਲਈ ਬਹੁਤ ਹੌਲੀ ਹੈ।
-
ਫਾਈਬਰ ਲੇਜ਼ਰ:ਪੀਸੀ ਲਈ ਸਿਫ਼ਾਰਸ਼ ਨਹੀਂ ਕੀਤੀ ਜਾਂਦੀ; ਸੋਖਣ ਦਰ ਬਹੁਤ ਘੱਟ ਹੈ।
ਸਾਫ਼ ਪੌਲੀਕਾਰਬੋਨੇਟ ਕਟਿੰਗ:ਵਧੇਰੇ ਸਥਿਰ ਕੱਟਣ ਦੇ ਨਤੀਜਿਆਂ ਲਈ ਪੀਲੇ ਕਿਨਾਰਿਆਂ ਅਤੇ ਪਿਘਲਣ ਨੂੰ ਘਟਾਉਂਦਾ ਹੈ।
ਅਨੁਕੂਲਿਤ ਗਰਮੀ ਨਿਯੰਤਰਣ:ਗਰਮੀ ਦੇ ਜਮ੍ਹਾਂ ਹੋਣ ਨੂੰ ਘੱਟ ਤੋਂ ਘੱਟ ਕਰਨ ਲਈ ਪਾਵਰ, ਗਤੀ ਅਤੇ ਬਾਰੰਬਾਰਤਾ ਨੂੰ ਸੰਤੁਲਿਤ ਕਰਦਾ ਹੈ।
ਇਕਸਾਰ ਸਮੱਗਰੀ ਪ੍ਰੋਸੈਸਿੰਗ:ਭਰੋਸੇਯੋਗ ਕਟਿੰਗ ਪ੍ਰਦਰਸ਼ਨ ਦੇ ਨਾਲ ਵੱਖ-ਵੱਖ ਪੀਸੀ ਸ਼ੀਟਾਂ ਨੂੰ ਸੰਭਾਲਦਾ ਹੈ।
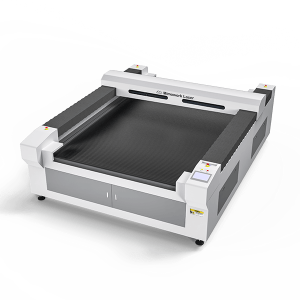
ਵੱਡਾ ਫਾਰਮੈਟ ਕੱਟਣ ਵਾਲਾ ਖੇਤਰ:1300 × 2500 ਮਿਲੀਮੀਟਰ ਟੇਬਲ ਵੱਡੇ ਆਕਾਰ ਦੀਆਂ ਐਕ੍ਰੀਲਿਕ ਸ਼ੀਟਾਂ ਅਤੇ ਲੱਕੜ ਦੇ ਪੈਨਲਾਂ ਨੂੰ ਆਸਾਨੀ ਨਾਲ ਸੰਭਾਲਦਾ ਹੈ।
ਉੱਚ-ਸ਼ੁੱਧਤਾ ਗਤੀ ਪ੍ਰਣਾਲੀ:ਬਾਲ ਸਕ੍ਰੂ ਅਤੇ ਸਰਵੋ ਡਰਾਈਵ ਉੱਚ ਗਤੀ 'ਤੇ ਸਥਿਰ, ਸਹੀ ਕਟਿੰਗ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦੇ ਹਨ।
ਉੱਚ-ਪਾਵਰ ਕੱਟਣ ਦੀ ਸਮਰੱਥਾ:ਮੋਟੀ ਠੋਸ ਸਮੱਗਰੀ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ 300W–500W CO₂ ਲੇਜ਼ਰ ਨਾਲ ਲੈਸ।
ਪੀਲੇ ਕਿਨਾਰਿਆਂ ਨੂੰ ਠੀਕ ਕਰੋ ਅਤੇ ਆਪਣੇ ਪੀਸੀ ਕੱਟਣ ਦੇ ਨਤੀਜਿਆਂ ਨੂੰ ਸਥਿਰ ਕਰੋ।
ਅਕਸਰ ਪੁੱਛੇ ਜਾਂਦੇ ਸਵਾਲ
A:ਤਕਨੀਕੀ ਤੌਰ 'ਤੇ ਹਾਂ, ਪਰ ਅਸੀਂ ਇਸਦੀ ਸਿਫ਼ਾਰਸ਼ ਨਹੀਂ ਕਰਦੇ। 5mm ਤੋਂ ਉੱਪਰ, ਗਰਮੀ ਦੇ ਜਮ੍ਹਾ ਹੋਣ ਨਾਲ ਗੰਭੀਰ ਸੜਨ ਅਤੇ ਇੱਕ ਪਤਲਾ ਕਿਨਾਰਾ ਹੋ ਜਾਂਦਾ ਹੈ। ਮੋਟੀਆਂ PC ਪਲੇਟਾਂ ਲਈ CNC ਇੱਕ ਬਿਹਤਰ ਔਜ਼ਾਰ ਹੈ।
A:ਇਸਨੂੰ ਰੇਤ ਜਾਂ ਪਾਲਿਸ਼ ਕਰਕੇ ਘਟਾਇਆ ਜਾ ਸਕਦਾ ਹੈ, ਪਰ ਇਹ ਐਕ੍ਰੀਲਿਕ ਜਿੰਨਾ ਪਾਰਦਰਸ਼ੀ ਨਹੀਂ ਹੋਵੇਗਾ। ਨਾਈਟ੍ਰੋਜਨ (N) ਦੀ ਵਰਤੋਂ2) ਸਹਾਇਕ ਗੈਸ ਵਜੋਂ ਕੱਟਣ ਦੌਰਾਨ ਇਸਨੂੰ ਘੱਟ ਤੋਂ ਘੱਟ ਕਰਨ ਦਾ ਸਭ ਤੋਂ ਵਧੀਆ ਤਰੀਕਾ ਹੈ।
A:ਹਾਂ, ਪੀਸੀ ਦੇ ਧੂੰਏਂ ਵਿੱਚ CO ਅਤੇ ਬੈਂਜੀਨ ਮਿਸ਼ਰਣ ਹੁੰਦੇ ਹਨ। ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਤੁਹਾਡੇ ਕੋਲ ਇੱਕ ਉੱਚ-ਵਾਲੀਅਮ ਐਗਜ਼ੌਸਟ ਸਿਸਟਮ ਅਤੇ ਇੱਕ ਕਿਰਿਆਸ਼ੀਲ ਕਾਰਬਨ ਫਿਲਟਰ ਹੈ।
A:ਹਾਂ। "ਠੰਡੇ ਹੋਏ" ਚਿੱਟੇ ਰੰਗ ਦੀ ਦਿੱਖ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਤੇਜ਼ ਗਤੀ ਅਤੇ ਘੱਟ ਪਾਵਰ ਦੀ ਵਰਤੋਂ ਕਰੋ। ਡੂੰਘੀ ਉੱਕਰੀ ਤੋਂ ਬਚੋ, ਕਿਉਂਕਿ ਇਹ ਸਮੱਗਰੀ ਨੂੰ ਪਿਘਲਾ ਦੇਵੇਗਾ।
A:ਇਹ ਸਮੱਗਰੀ ਫਾਈਬਰ ਵੇਵਲੈਂਥ ਨੂੰ ਸਹੀ ਢੰਗ ਨਾਲ ਨਹੀਂ ਸੋਖ ਸਕੇਗੀ। ਇਹ ਜਾਂ ਤਾਂ ਕੁਝ ਨਹੀਂ ਕਰੇਗੀ ਜਾਂ ਇੱਕ ਗੜਬੜ ਵਾਲੀ, ਬੇਕਾਬੂ ਜਲਣ ਪੈਦਾ ਕਰੇਗੀ। CO ਨਾਲ ਜੁੜੇ ਰਹੋ।2
A:ਲੇਜ਼ਰ ਕਟਿੰਗ ਲਾਟ-ਰੋਧਕ ਪੀਸੀ ਤੋਂ ਬਚੋ। ਅੱਗ ਨੂੰ ਰੋਕਣ ਲਈ ਤਿਆਰ ਕੀਤੇ ਗਏ ਰਸਾਇਣ ਕਿਨਾਰੇ ਨੂੰ ਤੁਰੰਤ ਕਾਲਾ ਕਰ ਦੇਣਗੇ।
A:ਜੇ ਸੰਭਵ ਹੋਵੇ ਤਾਂ ਦੋਵੇਂ ਪਾਸੇ ਰੱਖੋ। ਉੱਪਰਲਾ ਹਿੱਸਾ ਧੂੰਏਂ ਦੇ ਰਹਿੰਦ-ਖੂੰਹਦ ਤੋਂ ਬਚਾਉਂਦਾ ਹੈ, ਅਤੇ ਹੇਠਲਾ ਹਿੱਸਾ ਬਿਸਤਰੇ ਦੇ ਪ੍ਰਤੀਬਿੰਬਾਂ ਤੋਂ ਬਚਾਉਂਦਾ ਹੈ।
ਆਪਣੇ ਪੌਲੀਕਾਰਬੋਨੇਟ 'ਤੇ ਟੈਸਟ ਕੱਟ ਦੀ ਬੇਨਤੀ ਕਰੋ।

ਆਪਣੀ ਸਮੱਗਰੀ ਦੇ ਵੇਰਵੇ ਭੇਜੋ ਅਤੇ ਇੱਕ ਵਰਤੋਂ ਯੋਗ ਕਟਿੰਗ ਸੈੱਟਅੱਪ ਪ੍ਰਾਪਤ ਕਰੋ।
ਪੋਸਟ ਸਮਾਂ: ਮਾਰਚ-18-2026