
Поликарбонатты лазер менен кесүүгө болобу? Практикалык компьютердик лазер менен кесүү жөндөөлөрү жана кеңештери
Ооба, лазер менен кессе болотполикарбонатБирок, адатта, четтеринде саргайган тактарды жана бир топ жабышкак түтүндү көрөсүз. Жыштыкты (PPI/Гц), фокустун абалын жана көмөкчү газды туура башкаруу менен кесүү сапатын колдонууга жарамдуу деңгээлге чейин жакшыртууга болот.
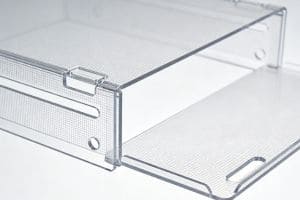
Эске алуу керек болгон бир нерсе: эгер сиз кристаллдай тунук четтерди күтүп жатсаңызакрил, ПК, адатта, материалдарды кайра иштетүү же алмаштыруусуз ал жакка жете албайт.
Материалдарды салыштыруу: PC жана акрил
Дүкөндө компьютер акрилден абдан айырмаланат.
• PC: бекем жана соккуга туруктуу, бирок лазердин астында эрип, саргайып кетет
• Акрил: мортыраак, бирок таза бууланып, так четтерин берет
Эреже катары: функционалдык бөлүктөр үчүн компьютерди, ал эми визуалдык бөлүктөр үчүн акрилди колдонуңуз.
Ошондой эле, компьютер ар кандай варианттарда келерин эске алыңыз — капталган, ультрафиолет нурларына туруктуу, жалынга чыдамдуу. Бул версиялар көбүнчө өзүнчө параметрлерди жөндөөнү талап кылат.
Поликарбонатты лазер менен кесүүдө кездешүүчү көйгөйлөр

Саргайуу (четтердин күйүп кетиши)
Бул эң көп кездешүүчү көйгөй жана жылуулуктун топтолушунан келип чыгат.
Көпчүлүк адамдар алгач кубаттуулукту тууралашат, бирок жыштык (PPI) негизги фактор болуп саналат:
• Жогорку жыштык → көбүрөөк жылуулук топтолушу → көбүрөөк саргаюу
• Төмөнкү жыштык → импульстардын ортосундагы муздатуу → таза четтер
Күйүү / майдалоо
Адатта төмөнкүлөрдөн улам келип чыгат:
• Фокустун туура эмес абалы
• Бир жерде өтө көп энергия
Бир аз фокусту алып салуу четтердин сапатын жакшыртууга жардам берет.
Тамеки көйгөйлөрү
Поликарбонат өндүрөтжабышкак түтүнал:
• Линзаларда топтолот
• Лазердин эффективдүүлүгүн төмөндөтөт
Өндүрүш чөйрөсүндө бул түздөн-түз иштөө убактысына жана техникалык тейлөөгө таасир этет.
Практикалык баштоо параметрлери

Сыноо кесимдери үчүн практикалык баштапкы чекиттер:
Биринчи кадам - 4–6 сыноо үлгүсүн иштетип, андан кийин тууралоо.
| Калыңдыгы | Кубат | Ылдамдык (мм/с) | Жыштык (кГц) |
|---|---|---|---|
| 1 мм (0,04") | 40–60 Вт | 20–60 мм/с | 8–18 кГц |
| 2 мм (0,08") | 60–100 Вт | 10–30 мм/с | 5–10 кГц |
| 3 мм (0,12 дюйм) | 80–150 Вт | 5–20 мм/с | 3–8 кГц |
Жөнгө салуу логикасы
Бир убакта бир нерсени өзгөртүңүз:
1. Өтө көп күйүп кеттиби?Жыштыктын төмөндөшү (кГц) жана аба/азот басымын жогорулатат.
2.Кесип өтпөй жатасызбы?10% жайлатыңыз же кубаттуулукту 5% га көтөрүңүз.
3.Төмөнкү жагы чачыранды көрүнөт?Фокусту материалга 1-2 мм тереңдикке түшүрүңүз.
Тунук поликарбонат үчүн так лазердик кесүү
Биздин өнүккөн лазердик технологиябызды иш жүзүндө байкап көрүңүз. Бул видеодо поликарбонат барактарында жөнөкөй түз кесимдерден тартып татаал өнөр жай геометрияларына чейин кристаллдай тунук, бүдүрсүз четтерге кантип жетээрибиз көрсөтүлөт. Ар бир долбоор үчүн жогорку сапаттагы натыйжаларды камсыз кылган ылдамдык менен тактыктын кемчиликсиз балансына күбө болуңуз.
Чындыкты текшерүү: Машина тандоосу
"Кооз" варианттарга алаксып кетпеңиз. Дүкөндөгү чындык мындай:
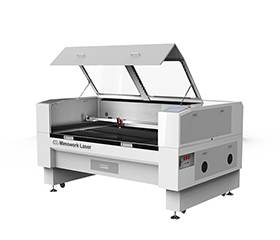
-
CO2Лазер (80Вт–150Вт):Сиздин негизги куралыңыз. Ал өндүрүш ылдамдыгында 1–5 мм барактарды тешип өтө алат.
-
Ультрафиолет лазери:"Муздак кесүү" үчүн эң сонун, бирок кубаттуулугу төмөн. Эгерде сиз өтө жука пленкаларды (<0,5 мм) кеспесеңиз, ал чыныгы устакана үчүн өтө жай.
-
Була лазер:ПК үчүн сунушталбайт; сиңирүү ылдамдыгы өтө төмөн.
Поликарбонатты тазалоо:Кесүүнү туруктуураак кылуу үчүн сары четтерди жана эрүүнү азайтат.
Оптималдаштырылган жылуулук башкаруу:Жылуулуктун топтолушун минималдаштыруу үчүн кубаттуулукту, ылдамдыкты жана жыштыкты тең салмактайт.
Ырааттуу материалдык иштетүү:Ар кандай компьютердик барактарды ишенимдүү кесүү менен иштетет.
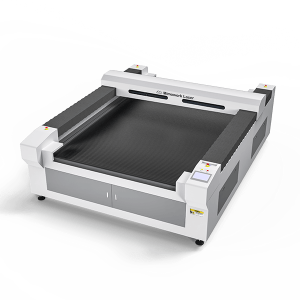
Чоң форматтагы кесүү аянты:1300 × 2500 мм өлчөмүндөгү стол чоң акрил барактарын жана жыгач панелдерди оңой көтөрө алат.
Жогорку тактыктагы кыймыл системасы:Шар бурама жана серво жетек жогорку ылдамдыкта туруктуу жана так кесүүнү камсыз кылат.
Жогорку кубаттуулуктагы кесүү мүмкүнчүлүгү:Калың катуу материалдарды иштетүү үчүн 300W–500W CO₂ лазери менен жабдылган.
Сары четтерин оңдоп, компьютериңиздин кесүү натыйжаларын турукташтырыңыз.
Көп берилүүчү суроолор
A:Техникалык жактан ооба, бирок биз аны сунуштабайбыз. 5 ммден жогору температуранын топтолушу катуу күйүүгө жана четинин конус формасында болушуна алып келет. Калың ЖК пластиналары үчүн CNC жакшыраак курал болуп саналат.
A:Аны жылмалоо же жылтыратуу менен азайтса болот, бирок ал акрилдей тунук болбойт. Азотту колдонуу (N2) жардамчы газ катары колдонуу кесүү учурунда аны минималдаштыруунун эң жакшы жолу.
A:Ооба, PC түтүндөрүндө CO жана бензол кошулмалары бар. Көп көлөмдүү чыгаруу системасы жана активдештирилген көмүр чыпкасы бар экенине ынаныңыз.
A:Ооба. "Кытырак" ак түс алуу үчүн жогорку ылдамдыкты жана аз кубаттуулукту колдонуңуз. Терең гравировкалоодон алыс болуңуз, анткени ал материалды эритип жиберет.
A:Материал була толкун узундугун туура сиңирбейт. Ал же эч нерсе кылбайт, же башаламан, башкарылгыс күйүккө алып келет. CO2ге карманыңыз.2
A:Лазер менен кесүүчү жалынга чыдамдуу PCден алыс болуңуз. Өрттү токтотуу үчүн иштелип чыккан химиялык заттар четинин дароо карарып кетишине алып келет.
A:Мүмкүн болсо, эки тарабын тең ачык кармаңыз. Үстүнкү бөлүгү түтүн калдыктарынан, ал эми астыңкы бөлүгү керебеттин чагылышынан коргойт.
Поликарбонатыңызды сыноодон өткөрүүнү сураныңыз.

Материалдык маалыматыңызды жөнөтүңүз жана колдонууга ылайыктуу кесүү орнотуусун алыңыз.
Жарыяланган убактысы: 2026-жылдын 18-марты