
പോളികാർബണേറ്റ് ലേസർ കൊണ്ട് മുറിക്കാൻ കഴിയുമോ? പ്രായോഗിക പിസി ലേസർ കട്ടിംഗ് ക്രമീകരണങ്ങളും നുറുങ്ങുകളും
അതെ, നിങ്ങൾക്ക് ലേസർ മുറിക്കാൻ കഴിയുംപോളികാർബണേറ്റ്. എന്നിരുന്നാലും, സാധാരണയായി അരികുകളിൽ മഞ്ഞനിറവും നല്ല അളവിൽ പശിമയുള്ള പുകയും കാണാം. ഫ്രീക്വൻസി (PPI/Hz), ഫോക്കസ് പൊസിഷൻ, അസിസ്റ്റ് ഗ്യാസ് എന്നിവയുടെ ശരിയായ നിയന്ത്രണം ഉപയോഗിച്ച്, കട്ട് ഗുണനിലവാരം ഉപയോഗയോഗ്യമായ തലത്തിലേക്ക് മെച്ചപ്പെടുത്താൻ കഴിയും.
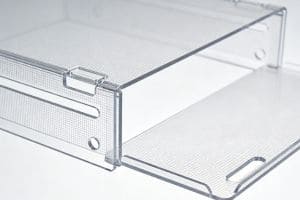
ഒരു കാര്യം മനസ്സിൽ വയ്ക്കുക: നിങ്ങൾ സ്ഫടികം പോലെ വ്യക്തമായ അരികുകൾ പ്രതീക്ഷിക്കുന്നുണ്ടെങ്കിൽഅക്രിലിക്, പോസ്റ്റ്-പ്രോസസ്സിംഗ് അല്ലെങ്കിൽ മെറ്റീരിയൽ സ്വിച്ചിംഗ് ഇല്ലാതെ പിസി സാധാരണയായി അവിടെ എത്തില്ല.
മെറ്റീരിയൽ താരതമ്യം: പിസി vs അക്രിലിക്
ഷോപ്പ് ഫ്ലോറിൽ, പിസി അക്രിലിക്കിൽ നിന്ന് വളരെ വ്യത്യസ്തമായി പ്രവർത്തിക്കുന്നു.
• പിസി: കടുപ്പമുള്ളതും ആഘാതത്തെ പ്രതിരോധിക്കുന്നതും, പക്ഷേ ലേസർ പ്രയോഗിക്കുമ്പോൾ ഉരുകി മഞ്ഞനിറമാകും.
• അക്രിലിക്: കൂടുതൽ പൊട്ടുന്നതാണ്, പക്ഷേ വൃത്തിയായി ബാഷ്പീകരിക്കപ്പെടുകയും വ്യക്തമായ അരികുകൾ നൽകുകയും ചെയ്യുന്നു.
ഒരു പൊതു നിയമം പോലെ: പ്രവർത്തന ഭാഗങ്ങൾക്ക് പിസി ഉപയോഗിക്കുക, ദൃശ്യ ഭാഗങ്ങൾക്ക് അക്രിലിക് ഉപയോഗിക്കുക.
പിസി വ്യത്യസ്ത വകഭേദങ്ങളിൽ ലഭ്യമാണ് - പൂശിയ, യുവി-പ്രതിരോധശേഷിയുള്ള, ജ്വാല-പ്രതിരോധശേഷിയുള്ള. ഈ പതിപ്പുകൾക്ക് പലപ്പോഴും പ്രത്യേക പാരാമീറ്റർ ട്യൂണിംഗ് ആവശ്യമാണ്.
ലേസർ പോളികാർബണേറ്റ് മുറിക്കുമ്പോൾ ഉണ്ടാകുന്ന സാധാരണ പ്രശ്നങ്ങൾ

മഞ്ഞനിറം (കത്തിയ അരികുകൾ)
ഇത് ഏറ്റവും സാധാരണമായ പ്രശ്നമാണ്, ചൂട് കൂടുന്നതിൽ നിന്നാണ് ഇത് സംഭവിക്കുന്നത്.
മിക്ക ആളുകളും ആദ്യം പവർ ക്രമീകരിക്കുന്നു, പക്ഷേ ഫ്രീക്വൻസി (പിപിഐ) ആണ് പ്രധാന ഘടകം:
• ഉയർന്ന ആവൃത്തി → കൂടുതൽ താപ വർദ്ധനവ് → കൂടുതൽ മഞ്ഞനിറം
• കുറഞ്ഞ ആവൃത്തി → പൾസുകൾക്കിടയിലുള്ള തണുപ്പിക്കൽ → വൃത്തിയുള്ള അരികുകൾ
പൊള്ളൽ / പൊട്ടൽ
സാധാരണയായി കാരണമാകുന്നത്:
• തെറ്റായ ഫോക്കസ് പൊസിഷൻ
• ഒരു സ്ഥലത്ത് അമിതമായ ഊർജ്ജം
നേരിയ ഡിഫോക്കസ് എഡ്ജ് ഗുണനിലവാരം മെച്ചപ്പെടുത്താൻ സഹായിക്കും.
പുക പ്രശ്നങ്ങൾ
പോളികാർബണേറ്റ് ഉത്പാദിപ്പിക്കുന്നുപശിമയുള്ള പുകഅത്:
• ലെൻസുകളിൽ ബിൽഡ് അപ്പ് ചെയ്യുന്നു
• ലേസർ കാര്യക്ഷമത കുറയ്ക്കുന്നു
ഒരു ഉൽപാദന പരിതസ്ഥിതിയിൽ, ഇത് പ്രവർത്തന സമയത്തെയും പരിപാലനത്തെയും നേരിട്ട് ബാധിക്കുന്നു.
പ്രായോഗിക ആരംഭ പാരാമീറ്ററുകൾ

ടെസ്റ്റ് കട്ടുകൾക്കുള്ള പ്രായോഗിക ആരംഭ പോയിന്റുകൾ ഇതാ:
ആദ്യപടിയായി 4–6 ടെസ്റ്റ് സാമ്പിളുകൾ പ്രവർത്തിപ്പിച്ച് അവിടെ നിന്ന് ക്രമീകരിക്കുക എന്നതാണ്.
| കനം | പവർ | വേഗത (മില്ലീമീറ്റർ/സെക്കൻഡ്) | ഫ്രീക്വൻസി (kHz) |
|---|---|---|---|
| 1 മില്ലീമീറ്റർ (0.04") | 40–60 വാട്ട് | 20–60 മിമി/സെക്കൻഡ് | 8–18 kHz |
| 2 മില്ലീമീറ്റർ (0.08") | 60–100 വാട്ട് | 10–30 മി.മീ/സെ. | 5–10 kHz |
| 3 മില്ലീമീറ്റർ (0.12") | 80–150 വാട്ട് | 5–20 മി.മീ/സെ. | 3–8 kHz |
ക്രമീകരണ ലോജിക്
ഒരു സമയം ഒരു കാര്യം മാറ്റുക:
1. വളരെയധികം കരിഞ്ഞുപോയോ?ഫ്രീക്വൻസി (kHz) കുറയ്ക്കുകയും വായു/നൈട്രജൻ മർദ്ദം വർദ്ധിപ്പിക്കുകയും ചെയ്യുക.
2.മുറിക്കുന്നില്ലേ?വേഗത 10% കുറയ്ക്കുക അല്ലെങ്കിൽ പവർ 5% വർദ്ധിപ്പിക്കുക.
3.അടിഭാഗം അലങ്കോലമായി തോന്നുന്നുണ്ടോ?മെറ്റീരിയലിലേക്ക് നിങ്ങളുടെ ഫോക്കസ് 1–2 മിമി ഇടുക.
ക്ലിയർ പോളികാർബണേറ്റിനുള്ള പ്രിസിഷൻ ലേസർ കട്ടിംഗ്
ഞങ്ങളുടെ നൂതന ലേസർ സാങ്കേതികവിദ്യയുടെ പ്രവർത്തനം അനുഭവിക്കുക. ലളിതമായ നേരായ കട്ടുകൾ മുതൽ സങ്കീർണ്ണമായ വ്യാവസായിക ജ്യാമിതികൾ വരെ പോളികാർബണേറ്റ് ഷീറ്റുകളിൽ ക്രിസ്റ്റൽ-ക്ലിയർ, ബർ-ഫ്രീ അരികുകൾ ഞങ്ങൾ എങ്ങനെ നേടുന്നുവെന്ന് ഈ വീഡിയോ കാണിക്കുന്നു. ഓരോ പ്രോജക്റ്റിനും ഉയർന്ന നിലവാരമുള്ള ഫലങ്ങൾ ഉറപ്പാക്കുന്ന വേഗതയുടെയും കൃത്യതയുടെയും തികഞ്ഞ സന്തുലിതാവസ്ഥയ്ക്ക് സാക്ഷ്യം വഹിക്കുക.
റിയാലിറ്റി ചെക്ക്: മെഷീൻ ചോയ്സ്
"ഫാൻസി" ഓപ്ഷനുകളിൽ ശ്രദ്ധ തിരിക്കരുത്. കടയിലെ യാഥാർത്ഥ്യം ഇതാ:
-
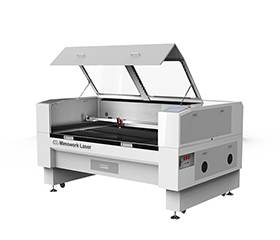
CO2ലേസർ (80W–150W):നിങ്ങളുടെ പ്രാഥമിക ഉപകരണം. ഉൽപാദന വേഗതയിൽ 1–5mm ഷീറ്റുകളിലൂടെ പഞ്ച് ചെയ്യാനുള്ള ശക്തി ഇതിനുണ്ട്.
-
യുവി ലേസർ:"കോൾഡ് കട്ടിംഗിന്" മികച്ചതാണ്, പക്ഷേ പവർ കുറവാണ്. നിങ്ങൾ അൾട്രാ-തിൻ ഫിലിമുകൾ (<0.5mm) മുറിക്കുന്നില്ലെങ്കിൽ, ഒരു യഥാർത്ഥ വർക്ക്ഷോപ്പിന് ഇത് വളരെ മന്ദഗതിയിലാണ്.
-
ഫൈബർ ലേസർ:പിസിക്ക് ശുപാർശ ചെയ്യുന്നില്ല; ആഗിരണം നിരക്ക് വളരെ കുറവാണ്.
വൃത്തിയുള്ള പോളികാർബണേറ്റ് കട്ടിംഗ്:കൂടുതൽ സ്ഥിരതയുള്ള കട്ടിംഗ് ഫലങ്ങൾക്കായി മഞ്ഞ അരികുകളും ഉരുകലും കുറയ്ക്കുന്നു.
ഒപ്റ്റിമൈസ് ചെയ്ത താപ നിയന്ത്രണം:ചൂട് അടിഞ്ഞുകൂടുന്നത് കുറയ്ക്കുന്നതിന് ശക്തി, വേഗത, ആവൃത്തി എന്നിവ സന്തുലിതമാക്കുന്നു.
സ്ഥിരമായ മെറ്റീരിയൽ പ്രോസസ്സിംഗ്:വിശ്വസനീയമായ കട്ടിംഗ് പ്രകടനത്തോടെ വ്യത്യസ്ത പിസി ഷീറ്റുകൾ കൈകാര്യം ചെയ്യുന്നു.
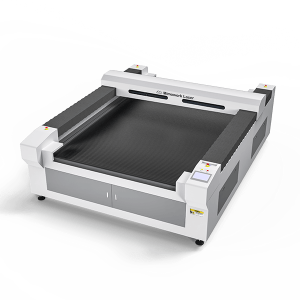
വലിയ ഫോർമാറ്റ് കട്ടിംഗ് ഏരിയ:1300 × 2500 mm ടേബിൾ വലിപ്പമേറിയ അക്രിലിക് ഷീറ്റുകളും മര പാനലുകളും എളുപ്പത്തിൽ കൈകാര്യം ചെയ്യുന്നു.
ഉയർന്ന കൃത്യതയുള്ള ചലന സംവിധാനം:ബോൾ സ്ക്രൂവും സെർവോ ഡ്രൈവും ഉയർന്ന വേഗതയിൽ സ്ഥിരതയുള്ളതും കൃത്യവുമായ കട്ടിംഗ് ഉറപ്പാക്കുന്നു.
ഉയർന്ന പവർ കട്ടിംഗ് ശേഷി:കട്ടിയുള്ള ഖര വസ്തുക്കൾ സംസ്കരിക്കുന്നതിനായി 300W–500W CO₂ ലേസർ കൊണ്ട് സജ്ജീകരിച്ചിരിക്കുന്നു.
മഞ്ഞ അരികുകൾ ശരിയാക്കി നിങ്ങളുടെ പിസി കട്ടിംഗ് ഫലങ്ങൾ സ്ഥിരപ്പെടുത്തുക.
പതിവുചോദ്യങ്ങൾ
A:സാങ്കേതികമായി അതെ, പക്ഷേ ഞങ്ങൾ അത് ശുപാർശ ചെയ്യുന്നില്ല. 5 മില്ലിമീറ്ററിൽ കൂടുതൽ ചൂട് അടിഞ്ഞുകൂടുന്നത് കഠിനമായ കരിഞ്ഞുണങ്ങലിനും ഒരു ചെറിയ അരികിലും കാരണമാകുന്നു. കട്ടിയുള്ള പിസി പ്ലേറ്റുകൾക്ക് CNC ഒരു മികച്ച ഉപകരണമാണ്.
A:മിനുക്കിയോ മിനുക്കിയോ ഇത് കുറയ്ക്കാൻ കഴിയും, പക്ഷേ അത് അക്രിലിക് പോലെ സുതാര്യമായിരിക്കില്ല. നൈട്രജൻ (N) ഉപയോഗിച്ച്2) ഒരു സഹായ വാതകം എന്ന നിലയിൽ മുറിക്കുമ്പോൾ അത് കുറയ്ക്കുന്നതിനുള്ള ഏറ്റവും നല്ല മാർഗമാണ്.
A:അതെ, പിസി പുകകളിൽ CO, ബെൻസീൻ സംയുക്തങ്ങൾ അടങ്ങിയിരിക്കുന്നു. ഉയർന്ന അളവിലുള്ള എക്സ്ഹോസ്റ്റ് സിസ്റ്റവും സജീവമാക്കിയ കാർബൺ ഫിൽട്ടറും ഉണ്ടെന്ന് ഉറപ്പാക്കുക.
A:അതെ. "ഫ്രോസ്റ്റഡ്" വൈറ്റ് ലുക്ക് ലഭിക്കാൻ ഉയർന്ന വേഗതയും കുറഞ്ഞ പവറും ഉപയോഗിക്കുക. ആഴത്തിലുള്ള കൊത്തുപണി ഒഴിവാക്കുക, കാരണം അത് മെറ്റീരിയൽ ഉരുകിപ്പോകും.
A:ഈ മെറ്റീരിയൽ ഫൈബർ തരംഗദൈർഘ്യത്തെ ശരിയായി ആഗിരണം ചെയ്യില്ല. അത് ഒന്നുകിൽ ഒന്നും ചെയ്യില്ല അല്ലെങ്കിൽ കുഴപ്പമുള്ളതും നിയന്ത്രിക്കാനാവാത്തതുമായ പൊള്ളൽ സൃഷ്ടിക്കും. CO2-ൽ ഉറച്ചുനിൽക്കുക.2
A:ലേസർ കട്ടിംഗ് ജ്വാല പ്രതിരോധക പിസി ഒഴിവാക്കുക. തീ നിർത്താൻ രൂപകൽപ്പന ചെയ്ത രാസവസ്തുക്കൾ അരികുകൾ ഉടനടി കറുത്തതായി മാറാൻ കാരണമാകും.
A:സാധ്യമെങ്കിൽ ഇരുവശങ്ങളും തെന്നിനീങ്ങുന്ന രീതിയിൽ വയ്ക്കുക. മുകൾഭാഗം പുക അവശിഷ്ടങ്ങളിൽ നിന്നും അടിഭാഗം കിടക്കയുടെ പ്രതിഫലനങ്ങളിൽ നിന്നും സംരക്ഷിക്കുന്നു.
നിങ്ങളുടെ പോളികാർബണേറ്റിൽ ഒരു ടെസ്റ്റ് കട്ട് അഭ്യർത്ഥിക്കുക.

നിങ്ങളുടെ മെറ്റീരിയൽ വിശദാംശങ്ങൾ അയച്ച് ഉപയോഗിക്കാവുന്ന ഒരു കട്ടിംഗ് സജ്ജീകരണം നേടുക.
പോസ്റ്റ് സമയം: മാർച്ച്-18-2026