
کیا آپ پولی کاربونیٹ کو لیزر کاٹ سکتے ہیں؟ عملی پی سی لیزر کٹنگ سیٹنگز اور ٹپس
ہاں، آپ لیزر کاٹ سکتے ہیں۔پولی کاربونیٹ. تاہم، آپ کو عام طور پر کناروں پر پیلا رنگ اور کافی مقدار میں چپچپا دھواں نظر آئے گا۔ فریکوئنسی (PPI/Hz)، فوکس پوزیشن، اور اسسٹ گیس کے مناسب کنٹرول کے ساتھ، کٹ کوالٹی کو قابل استعمال سطح تک بہتر بنایا جا سکتا ہے۔
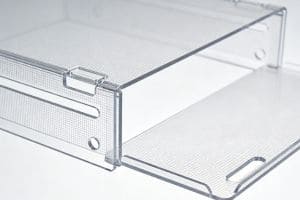
ذہن میں رکھنے کے لئے ایک چیز: اگر آپ کرسٹل واضح کناروں کی توقع کر رہے ہیں۔acrylic, PC عام طور پر پوسٹ پروسیسنگ یا سوئچنگ مواد کے بغیر وہاں نہیں پہنچ پائے گا۔
مواد کا موازنہ: پی سی بمقابلہ ایکریلک
دکان کے فرش پر، PC ایکریلک سے بہت مختلف برتاؤ کرتا ہے۔
• PC: سخت اور اثر مزاحم، لیکن لیزر کے نیچے پگھلنے اور پیلے رنگ کا ہوتا ہے۔
• ایکریلک: زیادہ ٹوٹنے والا، لیکن صاف طور پر بخارات بن جاتا ہے اور صاف کنارے دیتا ہے۔
انگوٹھے کے اصول کے طور پر: فنکشنل حصوں کے لیے پی سی، بصری حصوں کے لیے ایکریلک استعمال کریں۔
یہ بھی نوٹ کریں کہ PC مختلف قسموں میں آتا ہے — لیپت، UV مزاحم، شعلہ retardant۔ ان ورژنز کو اکثر علیحدہ پیرامیٹر ٹیوننگ کی ضرورت ہوتی ہے۔
لیزر پولی کاربونیٹ کاٹتے وقت عام مسائل

پیلا ہونا (جلنے والے کنارے)
یہ سب سے عام مسئلہ ہے اور گرمی کی تعمیر سے آتا ہے۔
زیادہ تر لوگ پہلے پاور کو ایڈجسٹ کرتے ہیں، لیکن فریکوئنسی (PPI) کلیدی عنصر ہے:
• ہائی فریکوئنسی → زیادہ گرمی بڑھنا → زیادہ پیلا۔
• کم فریکوئنسی → دالوں کے درمیان ٹھنڈک → کلینر کناروں کے درمیان
جلنا / چٹخنا ۔
عام طور پر اس کی وجہ سے:
• فوکس کی غلط پوزیشن
• ایک جگہ پر بہت زیادہ توانائی
تھوڑا سا defocus کنارے کے معیار کو بہتر بنانے میں مدد کر سکتا ہے۔
تمباکو نوشی کے مسائل
پولی کاربونیٹ پیدا کرتا ہے۔چپچپا دھواںکہ:
• عینک پر بنتا ہے۔
• لیزر کی کارکردگی کو کم کرتا ہے۔
پیداواری ماحول میں، یہ براہ راست اپ ٹائم اور دیکھ بھال کو متاثر کرتا ہے۔
عملی آغاز کے پیرامیٹرز

یہاں ٹیسٹ میں کٹوتیوں کے لیے عملی نقطہ آغاز ہیں:
پہلا مرحلہ 4-6 ٹیسٹ کے نمونے چلانا اور وہاں سے ایڈجسٹ کرنا ہے۔
| موٹائی | طاقت | رفتار (ملی میٹر/سیکنڈ) | تعدد (kHz) |
|---|---|---|---|
| 1 ملی میٹر (0.04 انچ) | 40-60W | 20-60 ملی میٹر فی سیکنڈ | 8–18 کلو ہرٹز |
| 2 ملی میٹر (0.08 انچ) | 60-100W | 10-30 ملی میٹر فی سیکنڈ | 5–10 کلو ہرٹز |
| 3 ملی میٹر (0.12 انچ) | 80–150W | 5-20 ملی میٹر فی سیکنڈ | 3–8 کلو ہرٹز |
ایڈجسٹمنٹ منطق
ایک وقت میں ایک چیز کو تبدیل کریں:
1. بہت زیادہ دلکش؟فریکوئنسی (kHz) گرائیں اور ہوا/نائٹروجن پریشر بڑھائیں۔
2.کے ذریعے کاٹ نہیں؟10% کی رفتار کم کریں یا پاور کو 5% تک ٹکرائیں۔
3۔نیچے کنارے گندا لگ رہا ہے؟اپنا فوکس 1-2 ملی میٹر مواد میں ڈالیں۔
صاف پولی کاربونیٹ کے لیے صحت سے متعلق لیزر کٹنگ
عمل میں ہماری جدید لیزر ٹیکنالوجی کا تجربہ کریں۔ یہ ویڈیو دکھاتا ہے کہ ہم پولی کاربونیٹ شیٹس پر کس طرح کرسٹل صاف، گڑ سے پاک کناروں کو حاصل کرتے ہیں، سادہ سیدھی کٹوتیوں سے لے کر پیچیدہ صنعتی جیومیٹری تک۔ رفتار اور درستگی کے کامل توازن کا مشاہدہ کریں جو ہر پروجیکٹ کے لیے اعلیٰ معیار کے نتائج کو یقینی بناتا ہے۔
حقیقت کی جانچ: مشین کا انتخاب
"فینسی" اختیارات سے پریشان نہ ہوں۔ دکان کی منزل کی حقیقت یہ ہے:
-
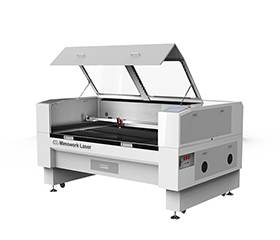
CO2لیزر (80W–150W):آپ کا بنیادی ٹول۔ اس میں پیداوار کی رفتار پر 1–5mm شیٹس کے ذریعے پنچ کرنے کی طاقت ہے۔
-
یووی لیزر:"کولڈ کٹنگ" کے لیے بہت اچھا لیکن کم طاقت والا۔ جب تک آپ انتہائی پتلی فلموں (<0.5mm) کو نہیں کاٹ رہے ہیں، یہ ایک حقیقی ورکشاپ کے لیے بہت سست ہے۔
-
فائبر لیزر:پی سی کے لیے تجویز کردہ نہیں؛ جذب کی شرح بہت کم ہے.
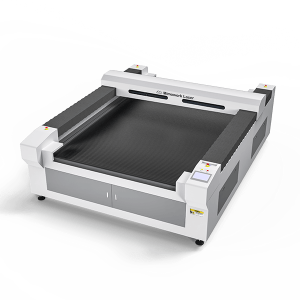
پولی کاربونیٹ کاٹنا صاف کریں:زیادہ مستحکم کاٹنے کے نتائج کے لیے پیلے رنگ کے کناروں اور پگھلنے کو کم کرتا ہے۔
آپٹمائزڈ ہیٹ کنٹرول:طاقت، رفتار، اور فریکوئنسی کو متوازن کرتا ہے تاکہ گرمی کی تعمیر کو کم سے کم کیا جا سکے۔
مسلسل مواد کی پروسیسنگ:قابل اعتماد کاٹنے کی کارکردگی کے ساتھ مختلف پی سی شیٹس کو ہینڈل کرتا ہے۔
بڑے فارمیٹ کاٹنے کا علاقہ:1300 × 2500 ملی میٹر ٹیبل بڑے سائز کے ایکریلک شیٹس اور لکڑی کے پینل کو آسانی سے ہینڈل کرتا ہے۔
اعلی صحت سے متعلق موشن سسٹم:بال سکرو اور سروو ڈرائیو تیز رفتاری پر مستحکم، درست کٹنگ کو یقینی بناتی ہے۔
ہائی پاور کاٹنے کی صلاحیت:موٹے ٹھوس مواد کی پروسیسنگ کے لیے 300W–500W CO₂ لیزر سے لیس۔
پیلے کناروں کو درست کریں اور اپنے پی سی کے کاٹنے کے نتائج کو مستحکم کریں۔
اکثر پوچھے گئے سوالات
A:تکنیکی طور پر ہاں، لیکن ہم اس کی سفارش نہیں کرتے ہیں۔ 5 ملی میٹر سے اوپر، گرمی کی وجہ سے شدید جلن اور ٹیپرڈ کنارے پیدا ہوتے ہیں۔ CNC موٹی پی سی پلیٹوں کے لیے ایک بہتر ٹول ہے۔
A:اسے سینڈنگ یا پالش کرکے کم کیا جاسکتا ہے، لیکن یہ ایکریلک کی طرح واضح نہیں ہوگا۔ نائٹروجن (N2) بطور معاون گیس کاٹنے کے دوران اسے کم سے کم کرنے کا بہترین طریقہ ہے۔
A:ہاں، PC کے دھوئیں میں CO اور بینزین مرکبات ہوتے ہیں۔ یقینی بنائیں کہ آپ کے پاس ہائی والیوم ایگزاسٹ سسٹم اور ایک فعال کاربن فلٹر ہے۔
A:جی ہاں "فراسٹڈ" سفید شکل حاصل کرنے کے لیے تیز رفتار اور کم طاقت کا استعمال کریں۔ گہری کندہ کاری سے گریز کریں، کیونکہ اس سے مواد پگھل جائے گا۔
A:مواد فائبر طول موج کو مناسب طریقے سے جذب نہیں کرے گا۔ یہ یا تو کچھ نہیں کرے گا یا گندا، بے قابو جلن پیدا کرے گا۔ CO پر قائم رہیں2
A:لیزر کٹنگ شعلہ retardant پی سی سے بچیں. آگ کو روکنے کے لیے بنائے گئے کیمیکلز کی وجہ سے کنارے فوری طور پر سیاہ ہو جائیں گے۔
A:اگر ممکن ہو تو دونوں طرف رکھیں۔ اوپر دھوئیں کی باقیات سے بچاتا ہے، اور نیچے بستر کی عکاسی سے بچاتا ہے۔
اپنے پولی کاربونیٹ پر ٹیسٹ کٹ کی درخواست کریں۔

اپنی مادی تفصیلات بھیجیں اور قابل استعمال کٹنگ سیٹ اپ حاصل کریں۔
پوسٹ ٹائم: مارچ 18-2026