
Kann een Polycarbonat mat Laser schneiden? Praktesch Astellungen & Tipps fir PC-Laserschneiden
Jo, Dir kënnt LaserschneidenPolycarbonatWéi och ëmmer, Dir gesitt typescherweis Vergilbung un de Kanten an eng zimlech Quantitéit u klebrigem Damp. Mat der richteger Kontroll vun der Frequenz (PPI/Hz), der Fokuspositioun an dem Hëllefsgas kann d'Schnëttqualitéit op e brauchbares Niveau verbessert ginn.
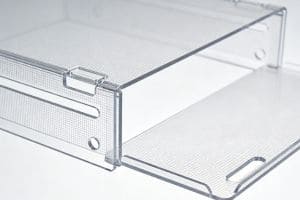
Eng Saach, déi Dir am Kapp behale sollt: wann Dir kristallkloer Kanten erwaart wéiAcryl, PC kënnt normalerweis net dohin ouni Noveraarbechtung oder Materialwiessel.
Materialvergläich: PC vs Acryl
Am Werkstatt verhält sech PC ganz anescht wéi Acryl.
• PC: robust a schlagfest, awer tendéiert ze schmëlzen a gielzeg ënner Laser ze sinn
• Acryl: méi brécheg, awer verdampft propper a gëtt kloer Kanten
Als Faustregel: benotzt PC fir funktionell Deeler, Acryl fir visuell Deeler.
Bedenkt och, datt PC a verschiddene Varianten verfügbar ass - beschichtet, UV-beständeg, flammhemmend. Dës Versioune erfuerderen dacks eng separat Parameterupassung.
Heefeg Problemer beim Laserschneiden vu Polycarbonat

Vergelbung (verbrannte Kanten)
Dëst ass dat heefegst Problem a kënnt duerch Hëtztopbau.
Déi meescht Leit ajustéieren d'Leeschtung als éischt, awer d'Frequenz (PPI) ass de Schlësselfaktor:
• Héich Frequenz → méi Hëtztopbau → méi Vergelbung
• Méi niddreg Frequenz → Ofkillung tëscht den Impulsen → méi propper Kanten
Brennen / Ofbriechen
Normalerweis verursaacht duerch:
• Falsch Fokuspositioun
• Ze vill Energie op enger Plaz
E liichte Defokus kann hëllefen, d'Kantequalitéit ze verbesseren.
Problemer mat Rauch
Polycarbonat produzéiertklebrige Rauchdatt:
• Baut sech op Lënsen op
• Reduzéiert d'Lasereffizienz
An enger Produktiounsëmfeld beaflosst dëst direkt d'Uptime an d'Maintenance.
Praktesch Startparameter

Hei sinn praktesch Ausgangspunkten fir Testschnëtter:
Den éischte Schrëtt ass 4-6 Testproben auszeféieren an dovun aus unzepassen.
| Déckt | Kraaft | Geschwindegkeet (mm/s) | Frequenz (kHz) |
|---|---|---|---|
| 1 mm (0,04 Zoll) | 40–60W | 20–60 mm/s | 8–18 kHz |
| 2 mm (0,08 Zoll) | 60–100W | 10–30 mm/s | 5–10 kHz |
| 3 mm (0,12 Zoll) | 80–150W | 5–20 mm/s | 3–8 kHz |
Upassungslogik
Ännert eng Saach gläichzäiteg:
1. Ze vill Verkolung?D'Frequenz (kHz) senken an den Loft-/Stickstoffdrock erhéijen.
2.Net duerchschneiden?Reduzéiert d'Tempo ëm 10% oder erhéicht d'Leeschtung ëm 5%.
3.Gesäit den ënneschten Rand futti aus?Loosst Äre Fokus 1-2 mm an de Material falen.
Präzisiounslaserschneiden fir kloert Polycarbonat
Erlieft eis fortgeschratt Lasertechnologie an Aktioun. Dëse Video weist, wéi mir kristallkloer, gratfräi Kanten op Polycarbonatplacken erreechen, vu einfache riichte Schnëtt bis zu komplexe industrielle Geometrien. Erlieft déi perfekt Balance tëscht Geschwindegkeet a Präzisioun, déi héichqualitativ Resultater fir all Projet garantéiert.
De Realitéitscheck: Maschinnewiel
Loosst Iech net vun "schicke" Optiounen oflenken. Hei ass d'Realitéit um Buttek:
-
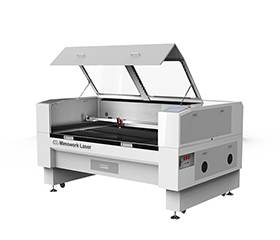
CO2Laser (80W–150W):Äert Haaptinstrument. Et huet d'Kraaft, Blieder vun 1–5 mm mat Produktiounsgeschwindegkeet ze duerchstéchen.
-
UV-Laser:Super fir "Kaltschneiden", awer mat manner Leeschtung. Ausser Dir schneit ultradënn Folien (<0,5 mm), ass et ze lues fir eng richteg Werkstatt.
-
Glasfaserlaser:Net recommandéiert fir PC; d'Absorptiounsquote ass ze niddreg.
Propper Polycarbonat Schneiden:Reduzéiert giel Kanten a Schmelzen fir méi stabil Schnëttresultater.
Optimiséiert Hëtztkontroll:Balanceert Leeschtung, Geschwindegkeet a Frequenz fir d'Hëtzopbau ze minimiséieren.
Konsequent Materialveraarbechtung:Handhabt verschidde PC-Blieder mat zouverléisseger Schnëttleistung.
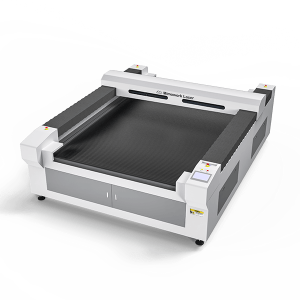
Groussformat Schnëttfläch:En Dësch vun 1300 × 2500 mm kann iwwerdimensionéiert Acrylplacken a Holzpanneauen ouni Problem handhaben.
Héichpräzis Bewegungssystem:Kugelschraube an Servoantrieb suergen fir e stabilt a präzist Schnëtt bei héijen Geschwindegkeeten.
Héichleistungsschnittkapazitéit:Ausgestatt mat engem 300W–500W CO₂-Laser fir d'Veraarbechtung vun décke feste Materialien.
Befestegt giel Kanten a stabiliséiert Är PC-Schneidresultater.
FAQ
A:Technesch jo, awer mir recommandéieren et net. Iwwer 5 mm verursaacht d'Hëtztbildung staark Verkolung an eng konisch Kant. CNC ass e besser Tool fir déck PC-Placken.
A:Et kann duerch Schleifen oder Poléieren reduzéiert ginn, awer et wäert net sou kloer sinn wéi Acryl. Mat Stickstoff (N2) als Hëllefsgas ass dee beschte Wee fir et beim Schnëtt ze minimiséieren.
A:Jo, PC-Ofgaser enthalen CO a Benzolverbindungen. Vergewëssert Iech, datt Dir en Auspuffsystem mat héijem Volumen an en Aktivkuelefilter hutt.
A:Jo. Benotzt héich Geschwindegkeet a geréng Leeschtung fir e "mattéiert" wäisst Ausgesinn ze kréien. Vermeit déif Gravuren, well dat de Material schmëlzt.
A:D'Material absorbéiert d'Wellenlängt vun der Faser net richteg. Et mécht entweder näischt oder et verursaacht eng dreckeg, onkontrolléierbar Verbrennung. Bleift beim CO2
A:Vermeit Laserschneiden vu flammhemmenden PC. D'Chemikalien, déi Feier stoppe sollen, maachen d'Kante direkt stockschwaarz.
A:Halt béid Säiten drop, wann et méiglech ass. Déi iewescht Säit schützt virun Dampreschter, an déi ënnescht Säit schützt virun Reflexiounen am Bett.
Frot e Testschnëtt op Ärem Polycarbonat un.

Schéckt Är Materialdetailer a kritt eng brauchbar Schnëttopstellung.
Zäitpunkt vun der Verëffentlechung: 18. Mäerz 2026