
Laser Cut EVA Foam: Choose a Safe Method for the Best Results
What Is EVA Foam? Is Laser Cutting a Good Fit?


EVA (ethylene-vinyl acetate) is a lightweight, closed-cell foam that’s springy, shock-absorbing, and resists oil and moisture. It’s safer to laser than PU or PE foam. Important: never cut PVC, PS, or PP foam — they release toxic gas or catch fire easily.
So, can you laser cut EVA foam? Yes, and it works great. You get ±0.1 mm precision, clean edges, no tooling costs, and fast production. Just use good ventilation — EVA itself is halogen‑free and safe.
Safe Use of Laser Cutting EVA Foam
| Risk Type | Source | Control Measures |
|---|---|---|
| Smoke & gas inhalation | Vaporized material | ✅ Mandatory fume extraction: vent outside or use an activated carbon / HEPA filter. For desktop lasers, work near a window or inside a fume hood. |
| Fire hazard | Laser igniting the foam (often from wrong settings) | ✅ Never leave the machine running unattended. Keep a CO₂ or dry chemical extinguisher nearby. Clean the laser head, lens, and workbed regularly. |
| Laser radiation injury | Reflected or scattered beams | ✅ Use a fully enclosed laser cutter with a safety shield. Wear laser safety glasses (OD ≥ 5 for your laser’s wavelength). Never look directly at the beam. |
| Electrical / mechanical hazards | High voltage and moving parts | ✅ Make sure the machine is properly grounded. Keep the emergency stop button easy to reach. |
Comparison between laser cutting EVA foam and other methods
Laser Cutting vs. CNC Routing
Contact vs. non‑contact: A CNC router uses a spinning bit that pushes into the foam, often squashing it and leaving fuzzy edges. Laser cutting has no physical contact — no distortion.
Speed: For EVA foam from 2 mm to 12 mm thick, laser cutting is usually much faster than routing.
Detail: Lasers can cut very fine details with a kerf as small as 0.1 mm. Routers need larger bits and can’t cut sharp inside corners.
Setup: CNC routing requires clamping or a vacuum table to hold the foam flat. With a laser, you just lay the foam on the bed — gravity and a honeycomb table are usually enough.
Laser Cutting vs. Die Cutting
Tooling cost: Die cutting needs an expensive custom die (often $200–$1000+). Laser cutting needs no tooling — just a digital file.
Design changes: With a die, changing the shape means making a new die, which takes days or weeks. With a laser, you edit the file and cut the new shape in seconds.
Batch size: Die cutting makes sense for very large runs (10,000+ pieces). For small to medium batches (1 to 1000 pieces), laser cutting is much more cost‑effective because there’s no die cost.
Complexity: Internal cutouts, tiny holes, and intricate patterns are hard or impossible with steel rule dies. Laser cutting handles them easily.
Application scenarios of laser cutting EVA foam
Custom packaging and protective inserts
Tool organizers, high‑end electronics packaging, medical equipment shipping cases, drone storage boxes.
Sports and medical gear
Products like shoe insoles, knee pads, elbow pads, yoga mats, rehab mats, and orthotic insoles use a lot of EVA foam.
️ Model making and architectural dioramas
In architectural models, terrain tables, and miniature film sets, EVA foam is often used for terrain bases, building blocks, and vegetation foundations.
Exhibition displays and decorations
Trade show booths, window displays, and holiday decorations often use EVA foam to make 3D letters, logos, and shaped props.
Acoustic treatment and soundproofing
EVA foam absorbs some sound and is commonly used in recording studios, practice rooms, and office spaces.
Industrial cushioning and sealing
In industrial settings, EVA foam is used as equipment shock pads, machine base vibration dampers, tool drawer liners, and sealing gaskets.
Best Parameter Settings for Laser Cutting EVA Foam
| EVA Foam Thickness | Power (%) | Speed (mm/s) | Passes | Notes |
|---|---|---|---|---|
| 1–2 mm | 20–30% | 25–35 | 1 | High speed, low power — prevents melting |
| 3–4 mm | 30–40% | 20–25 | 1 | Standard range, gives clean edges |
| 5–6 mm | 40–50% | 15–20 | 1 | Air assist helps a lot here |
| 8–10 mm | 60–75% | 8–12 | 1–2 | Thick material — two passes may work better |
| 12–15 mm | 75–90% | 5–8 | 2–3 | Needs multiple shallow passes |
Note: Dark EVA foam (black, dark blue, red) absorbs more laser energy. Reduce power by about 5–10% compared to light-colored foam. White or light yellow foam reflects more and may need slightly higher power.
Tips to Improve Results When Laser Cutting EVA Foam
1. Use masking tape to prevent smoke stains
2. Turn on air assist and set it right
3. Use multiple shallow passes for thick foam
4. Focus carefully for best cut width
5. Keep your lens and mirrors clean
6. Run a material test for each new batch
7. Try vector engraving for shallow textures
Step-by-step tutorial for laser cutting EVA foam
Step 1 – Prepare your vector file
Use any vector software (LightBurn, LaserGRBL, Adobe Illustrator, CorelDRAW). Draw your cut paths as closed shapes. Set the line color to pure red (RGB 255,0,0) and assign it to a “Cut” layer. No overlapping lines.
Step 2 – Get the foam ready
Lay the EVA foam flat on the laser bed. If you want to avoid smoke stains, stick low‑tack painter’s tape onto the surface. Make sure the sheet isn’t curled or wrinkled.
Step 3 – Dial in your laser cut EVA foam settings
Based on thickness, enter starting power and speed. For 3‑4 mm foam, try 35% power and 22 mm/s as a baseline. Check the parameter table earlier in this guide.
Step 4 – Focus and frame
Set the correct focus distance (use a focus gauge or ramp test). Move the laser head to a corner, then use the “Frame” function in your software to preview the cut area. Make sure everything fits inside your material.
Step 5 – Run a test cut
Cut a small scrap piece first. Check: did it cut through cleanly? Edges should be light brown, not black or melted. Adjust power or speed in 5‑10% steps until you’re happy.
Step 6 – Cut the final job
Position your design over the foam and start the cut. Stay with the machine – glance over every couple of minutes for flames or heavy smoke. Never leave it running alone.
Step 7 – Remove and clean up
Turn off the laser and wait a few seconds for smoke to clear. Take out the parts and peel off any masking tape. Wipe sticky residue with rubbing alcohol. For nicer edges, quickly pass a heat gun along the cut line.
Would you like to watch more videos about laser cutting EVA foam?
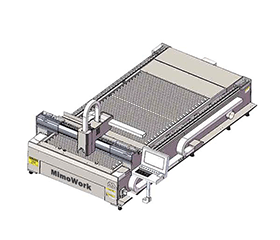
Recommended machines for cutting EVA foam

| Parameter | Specification |
|---|---|
| Max cutting thickness (EVA foam) | 100W: ~15–20mm; 150W: ~20–25mm; 300W: up to 30–35mm (with multiple passes or optimized settings) |
| Application scenarios | Custom tool organizers (Kaizen foam), cosplay armor & props, sports insoles & padding, packaging inserts, exhibition letters, industrial gaskets, acoustic panels |
| Future expansion | Ball screw for high precision, stepper motor upgradeable to DC brushless servo (up to 2000mm/s engraving), auto‑focus module, interchangeable honeycomb/knife blade worktables |

| Parameter | Specification |
|---|---|
| Max cutting thickness (EVA foam) | 100W: ~15–20mm; 150W: ~20–25mm; 300W: ~30–35mm (thicker with multiple passes) |
| Application scenarios | Large tool organizers, floor mats, sports mats, automotive trunk liners, industrial anti‑vibration pads, exhibition letters, stage props |
| Future expansions | Multi‑laser heads (dual‑head optional), nesting software, inkjet print head, fume extractor, CCD vision registration, servo motor upgrade |
| Parameter | Specification |
|---|---|
| Max cutting thickness (EVA foam) | 150W: ~20–25mm; 300W: ~25–30mm; 450W: up to 35–40mm (depending on density and color; multiple passes allow thicker cuts) |
| Application scenarios | High‑volume, large‑format production: floor mats, sports mats, automotive floor liners, trunk liners, industrial anti‑vibration pads, large tool organizers, exhibition letters, stage props |
| Future expansions | Auto feeder, vision system (contour/marker scanning), inkjet print head, vacuum suction table, pneumatic roll tensioning |
If you are unsure about these machines, contact us to learn their performance on different EVA foams.
FAQ
A:Yes. Laser cutters (especially CO₂ lasers) are very suitable for cutting EVA foam, offering high precision, smooth edges, and no fraying.
A:A CO₂ laser cutter is widely considered the best tool because it requires no tooling, delivers high repeatability, produces clean edges, and is far more efficient than manual or die cutting.
A:Laser cuttable foams include: EVA foam, polyurethane (PU) foam, and polyethylene (PE) foam (with caution).Do NOT cut: PVC foam (releases toxic chlorine gas), polystyrene (PS / Styrofoam), or polypropylene (PP) foam (highly flammable and melts severely).
A:Disadvantages include: edges may yellow or char if parameters are incorrect; cutting produces smoke and odor requiring good ventilation; limited single pass thickness (typically 10 25mm depending on laser power); darker foam absorbs more heat and can overheat more easily.


Not sure if your EVA foam sheets are thick enough for laser cutting? Come and talk to us.
Post time: May-18-2023