
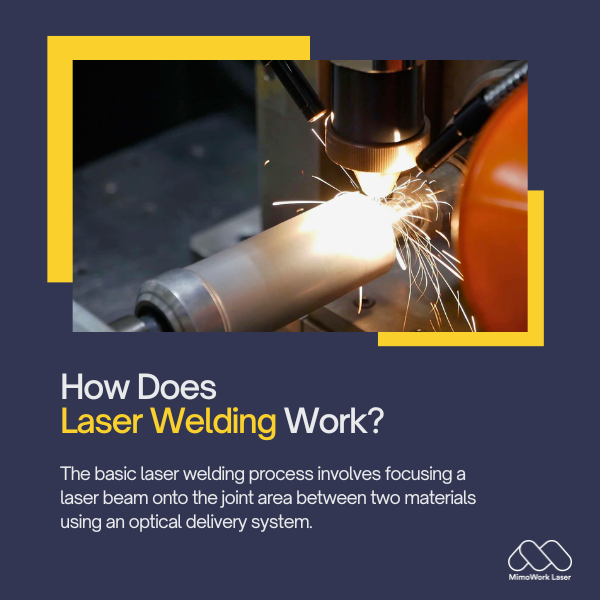
فرآیند جوشکاری لیزری پایه شامل متمرکز کردن پرتو لیزر بر روی ناحیه اتصال بین دو ماده با استفاده از یک سیستم انتقال نوری است. هنگامی که پرتو با مواد تماس پیدا میکند، انرژی خود را منتقل میکند و به سرعت یک ناحیه کوچک را گرم و ذوب میکند.
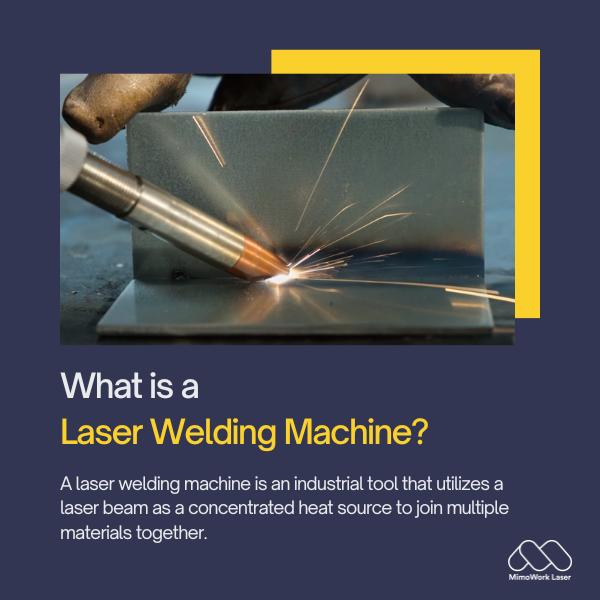
۱. دستگاه جوش لیزری چیست؟
دستگاه جوش لیزری یک ابزار صنعتی است که از پرتو لیزر به عنوان منبع گرمای متمرکز برای اتصال چندین ماده به یکدیگر استفاده میکند.
برخی از ویژگیهای کلیدی دستگاههای جوشکاری لیزر عبارتند از:
۱. منبع لیزر:بیشتر جوشکارهای لیزری مدرن از دیودهای لیزری حالت جامد استفاده میکنند که پرتو لیزر پرقدرتی در طیف مادون قرمز تولید میکنند. منابع لیزر رایج شامل لیزرهای CO2، فیبر و دیود هستند.
۲. اپتیک:پرتو لیزر از میان مجموعهای از اجزای نوری مانند آینهها، لنزها و نازلها عبور میکند که پرتو را با دقت متمرکز و به ناحیه جوش هدایت میکنند. بازوها یا گانتریهای تلسکوپی پرتو را در موقعیت مناسب قرار میدهند.
۳. اتوماسیون:بسیاری از جوشکارهای لیزری دارای یکپارچهسازی کنترل عددی کامپیوتری (CNC) و رباتیک برای خودکارسازی الگوها و فرآیندهای جوشکاری پیچیده هستند. مسیرهای قابل برنامهریزی و حسگرهای بازخورد، دقت را تضمین میکنند.
۴. نظارت بر فرآیند:دوربینها، طیفسنجها و سایر حسگرهای یکپارچه، فرآیند جوشکاری را به صورت بلادرنگ رصد میکنند. هرگونه مشکل در ترازبندی پرتو، نفوذ یا کیفیت را میتوان به سرعت تشخیص داده و برطرف کرد.
۵. قفلهای ایمنی:محفظههای محافظ، درها و دکمههای توقف الکترونیکی، اپراتورها را از پرتو لیزر پرقدرت محافظت میکنند. در صورت نقض پروتکلهای ایمنی، قفلهای داخلی، لیزر را خاموش میکنند.
بنابراین به طور خلاصه، دستگاه جوشکاری لیزر یک ابزار دقیق صنعتی تحت کنترل کامپیوتر است که از پرتو لیزر متمرکز برای کاربردهای جوشکاری خودکار و قابل تکرار استفاده میکند.
۲. جوشکاری لیزری چگونه کار میکند؟
برخی از مراحل کلیدی در فرآیند جوشکاری لیزر عبارتند از:
۱. تولید پرتو لیزر:یک دیود لیزر حالت جامد یا منبع دیگر، پرتو مادون قرمز تولید میکند.
۲. تحویل پرتو: آینهها، لنزها و یک نازل، پرتو را به طور دقیق به یک نقطه تنگ روی قطعه کار متمرکز میکنند.
۳. گرمایش مواد:این پرتو به سرعت ماده را گرم میکند و چگالی آن به 106 وات بر سانتیمتر مربع میرسد.
۴. ذوب و اتصال:یک حوضچه مذاب کوچک در جایی که مواد با هم ترکیب میشوند، تشکیل میشود. با جامد شدن حوضچه، یک اتصال جوش ایجاد میشود.
۵. خنکسازی و انجماد مجدد: ناحیه جوش با سرعت بالای ۱۰۴ درجه سانتیگراد بر ثانیه سرد میشود و یک ریزساختار ریزدانه و سخت شده ایجاد میکند.
۶. پیشرفت:پرتو حرکت میکند یا قطعات جابجا میشوند و این فرآیند برای تکمیل درز جوش تکرار میشود. همچنین ممکن است از گاز محافظ بیاثر استفاده شود.
بنابراین به طور خلاصه، جوشکاری لیزری از پرتو لیزر به شدت متمرکز و چرخه حرارتی کنترل شده برای تولید جوشهای با کیفیت بالا و کم حرارت در منطقه تحت تأثیر استفاده میکند.
ما اطلاعات مفیدی در مورد دستگاههای جوش لیزری ارائه دادیم
و همچنین راهکارهای سفارشی برای کسب و کار شما
۳. آیا جوشکاری لیزری بهتر از MIG است؟
در مقایسه با فرآیندهای جوشکاری سنتی فلز با گاز بیاثر (MIG)...
جوشکاری لیزر مزایای متعددی دارد:
۱. دقت: پرتوهای لیزر میتوانند در یک نقطه کوچک ۰.۱ تا ۱ میلیمتری متمرکز شوند و جوشهای بسیار دقیق و تکرارپذیر را ممکن سازند. این ویژگی برای قطعات کوچک و با تلرانس بالا ایدهآل است.
۲. سرعت:سرعت جوشکاری لیزر بسیار سریعتر از MIG است، به خصوص در گیجهای نازکتر. این امر باعث بهبود بهرهوری و کاهش زمان چرخه میشود.

۳. کیفیت:منبع گرمای متمرکز، حداقل اعوجاج و مناطق تحت تأثیر گرما را ایجاد میکند. این امر منجر به جوشهای قوی و با کیفیت بالا میشود.
۴. اتوماسیون:جوشکاری لیزری به راحتی با استفاده از رباتیک و CNC خودکار میشود. این امر الگوهای پیچیده و ثبات بهبود یافته را در مقایسه با جوشکاری دستی MIG امکانپذیر میسازد.
۵. مواد:لیزرها میتوانند ترکیبات زیادی از مواد، از جمله جوشهای چند مادهای و فلزات غیرمشابه را به هم متصل کنند.
با این حال، جوشکاری MIG داردبرخی مزایابیش از لیزر در کاربردهای دیگر:
۱. هزینه:تجهیزات MIG هزینه سرمایه گذاری اولیه کمتری نسبت به سیستم های لیزری دارند.
۲. مواد ضخیمتر:MIG برای جوشکاری مقاطع فولادی ضخیمتر از ۳ میلیمتر، که جذب لیزر میتواند مشکلساز باشد، مناسبتر است.
۳. گاز محافظ:MIG از یک سپر گاز بیاثر برای محافظت از ناحیه جوش استفاده میکند، در حالی که لیزر اغلب از یک مسیر پرتو آببندی شده استفاده میکند.
بنابراین به طور خلاصه، جوشکاری لیزری به طور کلی برای موارد زیر ترجیح داده میشود:دقت، اتوماسیون و کیفیت جوشکاری.
اما MIG همچنان برای تولید رقابتی استگیجهای ضخیمتر با بودجهی محدود.
فرآیند مناسب به کاربرد جوشکاری خاص و الزامات قطعه بستگی دارد.
۴. آیا جوشکاری لیزر بهتر از جوشکاری TIG است؟
جوشکاری گاز بیاثر تنگستن (TIG) یک فرآیند دستی و هنرمندانه است که میتواند نتایج بسیار خوبی روی مواد نازک ایجاد کند.
با این حال، جوشکاری لیزر نسبت به TIG مزایایی دارد:
۱. سرعت:جوشکاری لیزر به دلیل دقت خودکار، برای کاربردهای تولیدی به طور قابل توجهی سریعتر از TIG است. این امر باعث افزایش توان عملیاتی میشود.
۲. دقت:پرتو لیزر متمرکز، دقت موقعیتیابی را به چند صدم میلیمتر میرساند. این دقت با دست انسان در جوشکاری TIG قابل مقایسه نیست.

۳. کنترل:متغیرهای فرآیند مانند ورودی گرما و هندسه جوش با لیزر به شدت کنترل میشوند و نتایج ثابتی را در هر دسته تضمین میکنند.
۴. مواد:جوشکاری TIG برای مواد رسانای نازکتر بهترین گزینه است، در حالی که جوشکاری لیزر طیف وسیعتری از ترکیبات چند مادهای را در اختیار قرار میدهد.
۵. اتوماسیون: سیستمهای لیزر رباتیک، جوشکاری کاملاً خودکار و بدون خستگی را امکانپذیر میکنند، در حالی که جوشکاری TIG عموماً به توجه و تخصص کامل اپراتور نیاز دارد.
با این حال، جوشکاری TIG مزیت خود را حفظ میکندکارهای دقیق نازک یا جوشکاری آلیاژجایی که ورودی گرما باید با دقت تنظیم شود. برای این کاربردها، دخالت یک تکنسین ماهر ارزشمند است.
۵. عیب جوشکاری لیزری چیست؟
همانند هر فرآیند صنعتی، جوشکاری لیزر نیز دارای معایب بالقوهای است که باید در نظر گرفته شوند:
۱. هزینه: سیستمهای لیزر پرقدرت، در مقایسه با سایر روشهای جوشکاری، اگرچه مقرونبهصرفهتر میشوند، اما به سرمایهگذاری قابل توجهی نیاز دارند.
۲. مواد مصرفی:نازلهای گاز و قطعات اپتیکی به مرور زمان فرسوده میشوند و باید تعویض شوند که این امر به هزینه مالکیت میافزاید.
۳. ایمنی:برای جلوگیری از قرار گرفتن در معرض پرتو لیزر با شدت بالا، پروتکلهای سختگیرانه و محفظههای ایمنی محصور مورد نیاز است.
۴. آموزش:اپراتورها برای کار ایمن و نگهداری صحیح تجهیزات جوشکاری لیزر به آموزش نیاز دارند.

۵. خط دید:پرتو لیزر در خطوط مستقیم حرکت میکند، بنابراین هندسههای پیچیده ممکن است نیاز به چندین پرتو یا تغییر موقعیت قطعه کار داشته باشند.
۶. جذبپذیری:جوشکاری برخی مواد مانند فولاد ضخیم یا آلومینیوم در صورتی که طول موج خاص لیزر را به طور موثر جذب نکنند، دشوار خواهد بود.
با این حال، با اقدامات احتیاطی مناسب، آموزش و بهینهسازی فرآیند، جوشکاری لیزر مزایای بهرهوری، دقت و کیفیت را برای بسیاری از کاربردهای صنعتی ارائه میدهد.
۶. آیا جوشکاری لیزری به گاز نیاز دارد؟
برخلاف فرآیندهای جوشکاری با محافظ گاز، جوشکاری لیزری نیازی به استفاده از گاز محافظ بیاثر که بر روی ناحیه جوش جریان دارد، ندارد. دلیل این امر این است که:
۱. پرتو لیزر متمرکز شده از طریق هوا حرکت میکند تا یک حوضچه جوش کوچک و پرانرژی ایجاد کند که مواد را ذوب کرده و به هم متصل میکند.
۲. هوای اطراف مانند قوس پلاسمای گازی یونیزه نمیشود و در تشکیل پرتو یا جوش تداخلی ایجاد نمیکند.
۳. جوش حاصل از حرارت متمرکز، آنقدر سریع منجمد میشود که قبل از تشکیل اکسیدها روی سطح، تشکیل میشود.

با این حال، برخی از کاربردهای تخصصی جوشکاری لیزر هنوز هم ممکن است از استفاده از گاز کمکی بهرهمند شوند:
۱. برای فلزات واکنشپذیر مانند آلومینیوم، گاز، حوضچه جوش داغ را از اکسیژن موجود در هوا محافظت میکند.
۲. در جوشکاریهای لیزری پرقدرت، گاز، توده پلاسمایی را که در طول جوشکاریهای نفوذی عمیق تشکیل میشود، تثبیت میکند.
۳. جتهای گاز، دود و آلودگی را برای انتقال بهتر پرتو روی سطوح کثیف یا رنگشده پاک میکنند.
بنابراین به طور خلاصه، اگرچه گاز بیاثر کاملاً ضروری نیست، اما میتواند مزایایی را برای کاربردها یا مواد خاص جوشکاری لیزری چالشبرانگیز فراهم کند. اما این فرآیند اغلب بدون آن نیز میتواند به خوبی انجام شود.
تقریباً همه فلزات را میتوان با لیزر جوش داد، از جملهفولاد، آلومینیوم، تیتانیوم، آلیاژهای نیکل و موارد دیگر.
حتی ترکیبهای فلزی غیرمشابه نیز امکانپذیر هستند. نکته کلیدی این است که آنهاباید طول موج لیزر را به طور موثر جذب کند.
ورقهایی به نازکیِ0.1 میلیمتر و ضخامت 25 میلیمتربسته به کاربرد خاص و توان لیزر، معمولاً میتوان آن را با لیزر جوش داد.
مقاطع ضخیمتر ممکن است به جوشکاری چند پاسه یا اپتیک ویژه نیاز داشته باشند.
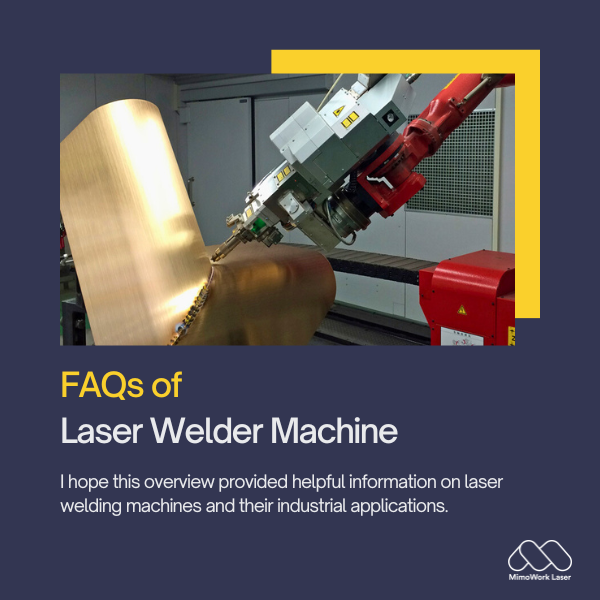
کاملاً. سلولهای جوشکاری لیزری رباتیک معمولاً در محیطهای تولید خودکار و پرسرعت برای کاربردهایی مانند تولید خودرو استفاده میشوند.
نرخهای انتقال داده چند متر در دقیقه قابل دستیابی هستند.
کاربردهای رایج جوشکاری لیزر را میتوان در موارد زیر یافت:خودرو، الکترونیک، تجهیزات پزشکی، هوافضا، ابزار/قالب، و تولید قطعات دقیق کوچک.
فناوری این است کهگسترش مداوم به بخشهای جدید.
عواملی که باید در نظر گرفته شوند شامل جنس قطعه کار، اندازه/ضخامت، میزان توان عملیاتی مورد نیاز، بودجه و کیفیت جوش مورد نیاز است.
تأمینکنندگان معتبر میتوانند در تعیین نوع لیزر، توان، اپتیک و اتوماسیون مناسب برای کاربرد خاص شما کمک کنند.
تکنیکهای معمول جوشکاری لیزری شامل جوشهای لب به لب، روی هم، گوشه، سوراخدار و روکشدار است.
برخی روشهای نوآورانه مانند تولید افزایشی لیزری نیز برای کاربردهای تعمیر و نمونهسازی در حال ظهور هستند.
بله، جوشکاری لیزر برای تعمیر دقیق قطعات با ارزش بالا بسیار مناسب است.
گرمای ورودی متمرکز، آسیبهای اضافی به مواد پایه در طول تعمیر را به حداقل میرساند.
آیا میخواهید با دستگاه جوش لیزری شروع به کار کنید؟
چرا ما را در نظر نمیگیرید؟

زمان ارسال: ۱۲ فوریه ۲۰۲۴