
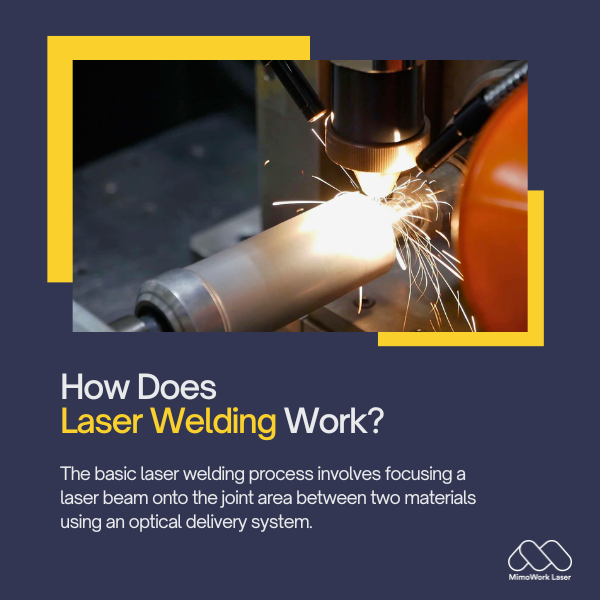
Quy trình hàn laser cơ bản bao gồm việc tập trung chùm tia laser vào vùng nối giữa hai vật liệu bằng hệ thống dẫn quang. Khi chùm tia tiếp xúc với vật liệu, nó truyền năng lượng, nhanh chóng làm nóng chảy một vùng nhỏ.
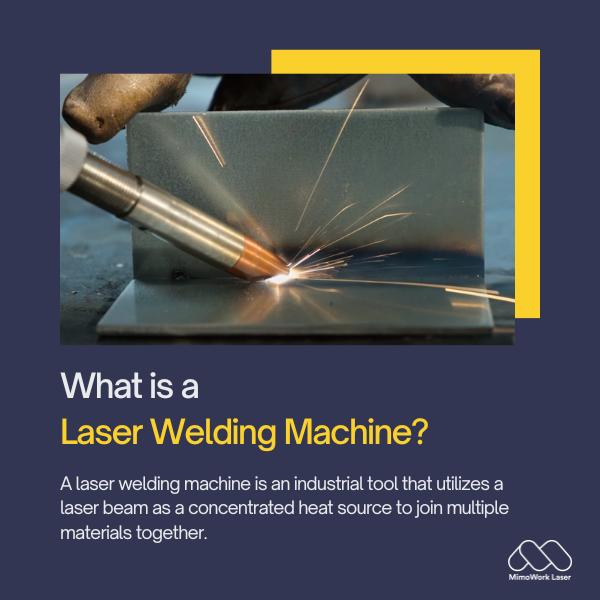
1. Máy hàn laser là gì?
Máy hàn laser là một công cụ công nghiệp sử dụng chùm tia laser làm nguồn nhiệt tập trung để nối nhiều vật liệu lại với nhau.
Một số đặc điểm chính của máy hàn laser bao gồm:
1. Nguồn laser:Hầu hết các máy hàn laser hiện đại sử dụng điốt laser bán dẫn tạo ra chùm tia laser công suất cao trong phổ hồng ngoại. Các nguồn laser phổ biến bao gồm laser CO2, laser sợi quang và laser điốt.
2. Quang học:Tia laser đi qua một loạt các thành phần quang học như gương, thấu kính và vòi phun để hội tụ và định hướng tia đến khu vực hàn một cách chính xác. Các cánh tay hoặc khung giàn có thể thu gọn giúp định vị tia laser.
3. Tự động hóa:Nhiều máy hàn laser tích hợp điều khiển số bằng máy tính (CNC) và robot để tự động hóa các kiểu và quy trình hàn phức tạp. Các đường dẫn lập trình và cảm biến phản hồi đảm bảo độ chính xác.
4. Giám sát quy trình:Các camera tích hợp, máy quang phổ và các cảm biến khác giám sát quá trình hàn trong thời gian thực. Bất kỳ vấn đề nào về căn chỉnh chùm tia, độ xuyên thấu hoặc chất lượng đều có thể được phát hiện và khắc phục nhanh chóng.
5. Khóa an toàn:Vỏ bảo vệ, cửa và nút dừng khẩn cấp giúp bảo vệ người vận hành khỏi tia laser công suất cao. Hệ thống khóa liên động sẽ tắt tia laser nếu các quy trình an toàn bị vi phạm.
Tóm lại, máy hàn laser là một công cụ chính xác công nghiệp được điều khiển bằng máy tính, sử dụng chùm tia laser hội tụ để thực hiện các ứng dụng hàn tự động, lặp lại.
2. Hàn laser hoạt động như thế nào?
Một số giai đoạn chính trong quy trình hàn laser bao gồm:
1. Tạo chùm tia laser:Điốt laser bán dẫn hoặc nguồn khác tạo ra chùm tia hồng ngoại.
2. Phân phối chùm tia: Gương, thấu kính và vòi phun hội tụ chùm tia một cách chính xác vào một điểm nhỏ trên phôi gia công.
3. Gia nhiệt vật liệu:Chùm tia làm nóng vật liệu nhanh chóng, với mật độ công suất xấp xỉ 106 W/cm2.
4. Nung chảy và ghép nối:Một vũng chảy nhỏ hình thành tại nơi các vật liệu kết hợp với nhau. Khi vũng chảy này đông cứng lại, một mối hàn được tạo thành.
5. Làm nguội và đông đặc lại: Vùng hàn nguội đi với tốc độ cao trên 104°C/giây, tạo ra cấu trúc vi mô cứng, có hạt mịn.
6. Sự tiến triển:Chùm tia di chuyển hoặc các bộ phận được định vị lại và quá trình lặp lại để hoàn thành đường hàn. Khí bảo vệ trơ cũng có thể được sử dụng.
Tóm lại, hàn laser sử dụng chùm tia laser hội tụ mạnh và chu kỳ nhiệt được kiểm soát để tạo ra các mối hàn chất lượng cao, có vùng ảnh hưởng nhiệt thấp.
Chúng tôi đã cung cấp thông tin hữu ích về máy hàn laser.
Cũng như các giải pháp tùy chỉnh dành cho doanh nghiệp của bạn.
3. Hàn laser có tốt hơn hàn MIG không?
Khi so sánh với các quy trình hàn khí trơ kim loại (MIG) truyền thống...
Hàn laser mang lại một số ưu điểm:
1. Độ chính xác: Tia laser có thể được hội tụ thành một điểm nhỏ chỉ 0,1-1mm, cho phép tạo ra các mối hàn rất chính xác và lặp lại được. Điều này rất lý tưởng cho các chi tiết nhỏ, có độ chính xác cao.
2. Tốc độ:Tốc độ hàn của máy hàn laser nhanh hơn nhiều so với máy hàn MIG, đặc biệt là đối với các vật liệu có độ dày mỏng. Điều này giúp cải thiện năng suất và giảm thời gian chu kỳ.

3. Chất lượng:Nguồn nhiệt tập trung tạo ra sự biến dạng tối thiểu và vùng ảnh hưởng nhiệt hẹp. Điều này dẫn đến các mối hàn chắc chắn, chất lượng cao.
4. Tự động hóa:Hàn laser có thể dễ dàng tự động hóa bằng robot và máy CNC. Điều này cho phép tạo ra các hoa văn phức tạp và đạt được độ nhất quán cao hơn so với hàn MIG thủ công.
5. Vật liệu:Laser có thể kết nối nhiều loại vật liệu khác nhau, bao gồm cả các mối hàn nhiều vật liệu và kim loại khác loại.
Tuy nhiên, hàn MIG có những ưu điểm riêng.một số ưu điểmSo với laser trong các ứng dụng khác:
1. Chi phí:Thiết bị hàn MIG có chi phí đầu tư ban đầu thấp hơn so với hệ thống hàn laser.
2. Chất liệu dày hơn:Hàn MIG phù hợp hơn để hàn các tiết diện thép dày hơn 3mm, nơi sự hấp thụ tia laser có thể gây ra vấn đề.
3. Khí bảo vệ:Hàn MIG sử dụng khí trơ để bảo vệ vùng hàn, trong khi hàn laser thường sử dụng đường dẫn tia kín.
Tóm lại, hàn laser thường được ưa chuộng vì...độ chính xác, tự động hóa và chất lượng hàn.
Nhưng MIG vẫn duy trì khả năng cạnh tranh trong sản xuất.độ dày dây đeo lớn hơn với giá cả phải chăng.
Quy trình phù hợp phụ thuộc vào ứng dụng hàn cụ thể và yêu cầu của chi tiết.
4. Hàn laser có tốt hơn hàn TIG không?
Hàn TIG (hàn khí trơ vonfram) là một quy trình thủ công, đòi hỏi kỹ năng cao và có thể tạo ra kết quả tuyệt vời trên các vật liệu mỏng.
Tuy nhiên, hàn laser có một số ưu điểm so với hàn TIG:
1. Tốc độ:Hàn laser nhanh hơn đáng kể so với hàn TIG trong các ứng dụng sản xuất nhờ độ chính xác tự động. Điều này giúp cải thiện năng suất.
2. Độ chính xác:Chùm tia laser hội tụ cho phép độ chính xác định vị đến mức phần trăm milimét. Điều này không thể đạt được bằng tay người khi hàn TIG.

3. Kiểm soát:Các biến số quy trình như lượng nhiệt đầu vào và hình dạng mối hàn được kiểm soát chặt chẽ bằng laser, đảm bảo kết quả nhất quán giữa các lô sản phẩm.
4. Vật liệu:Hàn TIG phù hợp nhất cho các vật liệu dẫn điện mỏng, trong khi hàn laser cho phép kết hợp nhiều loại vật liệu khác nhau.
5. Tự động hóa: Hệ thống hàn laser robot cho phép hàn hoàn toàn tự động mà không gây mệt mỏi cho người vận hành, trong khi hàn TIG thường đòi hỏi sự tập trung và chuyên môn cao của người vận hành.
Tuy nhiên, hàn TIG vẫn giữ một ưu điểm là...gia công chính xác vật liệu mỏng hoặc hàn hợp kimTrong những trường hợp này, lượng nhiệt cung cấp phải được điều chỉnh cẩn thận. Đối với các ứng dụng này, bàn tay khéo léo của một kỹ thuật viên lành nghề là vô cùng quý giá.
5. Nhược điểm của hàn laser là gì?
Cũng như bất kỳ quy trình công nghiệp nào khác, hàn laser cũng có một số nhược điểm tiềm ẩn cần xem xét:
1. Chi phí: Mặc dù giá cả ngày càng phải chăng hơn, các hệ thống laser công suất cao vẫn đòi hỏi một khoản đầu tư vốn đáng kể so với các phương pháp hàn khác.
2. Vật tư tiêu hao:Các vòi phun khí và hệ thống quang học sẽ xuống cấp theo thời gian và cần được thay thế, làm tăng chi phí sở hữu.
3. An toàn:Cần tuân thủ nghiêm ngặt các quy trình và sử dụng các thiết bị bảo vệ an toàn khép kín để ngăn ngừa tiếp xúc với chùm tia laser cường độ cao.
4. Đào tạo:Người vận hành cần được đào tạo để làm việc an toàn và bảo trì đúng cách thiết bị hàn laser.

5. Tầm nhìn trực tiếp:Tia laser di chuyển theo đường thẳng, vì vậy các hình dạng phức tạp có thể cần nhiều tia laser hoặc phải định vị lại phôi.
6. Khả năng hấp thụ:Một số vật liệu như thép dày hoặc nhôm có thể khó hàn nếu chúng không hấp thụ bước sóng cụ thể của tia laser một cách hiệu quả.
Tuy nhiên, với các biện pháp phòng ngừa, đào tạo và tối ưu hóa quy trình thích hợp, hàn laser mang lại lợi thế về năng suất, độ chính xác và chất lượng cho nhiều ứng dụng công nghiệp.
6. Hàn laser có cần khí bảo vệ không?
Khác với các quy trình hàn có sử dụng khí bảo vệ, hàn laser không cần sử dụng khí bảo vệ trơ chảy qua khu vực hàn. Điều này là do:
1. Tia laser hội tụ di chuyển trong không khí để tạo ra một vũng hàn nhỏ, năng lượng cao, làm tan chảy và nối các vật liệu lại với nhau.
2. Không khí xung quanh không bị ion hóa như hồ quang plasma khí và không gây cản trở chùm tia hoặc quá trình hình thành mối hàn.
3. Mối hàn đông đặc rất nhanh do nhiệt độ tập trung cao, hình thành trước khi oxit kịp tạo thành trên bề mặt.

Tuy nhiên, một số ứng dụng hàn laser chuyên biệt vẫn có thể hưởng lợi từ việc sử dụng khí hỗ trợ:
1. Đối với các kim loại dễ phản ứng như nhôm, khí bảo vệ vũng hàn nóng khỏi oxy trong không khí.
2. Trong các công việc sử dụng laser công suất cao, khí giúp ổn định đám mây plasma hình thành trong quá trình hàn xuyên sâu.
3. Các tia khí giúp loại bỏ khói và mảnh vụn, cải thiện khả năng truyền tia sáng trên các bề mặt bẩn hoặc được sơn.
Tóm lại, mặc dù không hoàn toàn cần thiết, khí trơ có thể mang lại lợi ích cho các ứng dụng hàn laser hoặc vật liệu đặc thù khó khăn. Tuy nhiên, quá trình này thường vẫn hoạt động tốt mà không cần khí trơ.
Hầu hết mọi kim loại đều có thể được hàn bằng laser, bao gồm cả...Thép, nhôm, titan, hợp kim niken và nhiều vật liệu khác.
Thậm chí có thể kết hợp các kim loại khác nhau. Điều quan trọng là chúng...phải hấp thụ bước sóng laser một cách hiệu quả.
Các tấm mỏng nhưĐộ dày từ 0,1mm đến 25mm.Thông thường, chúng có thể được hàn bằng laser, tùy thuộc vào ứng dụng cụ thể và công suất laser.
Các phần dày hơn có thể cần hàn nhiều lớp hoặc quang học đặc biệt.
Chắc chắn rồi. Các hệ thống hàn laser tự động bằng robot thường được sử dụng trong môi trường sản xuất tự động tốc độ cao cho các ứng dụng như sản xuất ô tô.
Có thể đạt được tốc độ thông lượng vài mét mỗi phút.
Các ứng dụng phổ biến của hàn laser có thể được tìm thấy trong:sản xuất ô tô, điện tử, thiết bị y tế, hàng không vũ trụ, dụng cụ/khuôn mẫu và các bộ phận chính xác nhỏ.
Công nghệ này làliên tục mở rộng sang các lĩnh vực mới.
Các yếu tố cần xem xét bao gồm vật liệu phôi, kích thước/độ dày, nhu cầu sản lượng, ngân sách và chất lượng mối hàn yêu cầu.
Các nhà cung cấp uy tín có thể giúp bạn xác định loại laser, công suất, quang học và hệ thống tự động hóa phù hợp cho ứng dụng cụ thể của bạn.
Các kỹ thuật hàn laser điển hình bao gồm hàn giáp mối, hàn chồng, hàn góc, hàn xuyên và hàn phủ.
Một số phương pháp tiên tiến như sản xuất bồi đắp bằng laser cũng đang nổi lên như một ứng dụng sửa chữa và tạo mẫu thử nghiệm.
Đúng vậy, hàn laser rất phù hợp cho việc sửa chữa chính xác các linh kiện có giá trị cao.
Việc tập trung nguồn nhiệt giúp giảm thiểu hư hại thêm cho vật liệu nền trong quá trình sửa chữa.
Bạn muốn bắt đầu sử dụng máy hàn laser?
Tại sao bạn không cân nhắc đến chúng tôi?

Thời gian đăng bài: 12/02/2024