
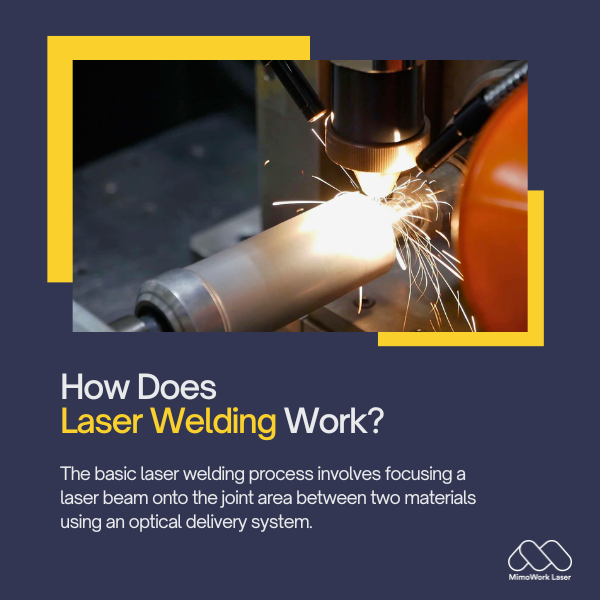
レーザー溶接の基本的なプロセスは、光学伝送システムを用いて2つの材料の接合部にレーザービームを集束させることから始まります。ビームが材料に接触すると、エネルギーが伝達され、小さな領域が急速に加熱・溶融します。
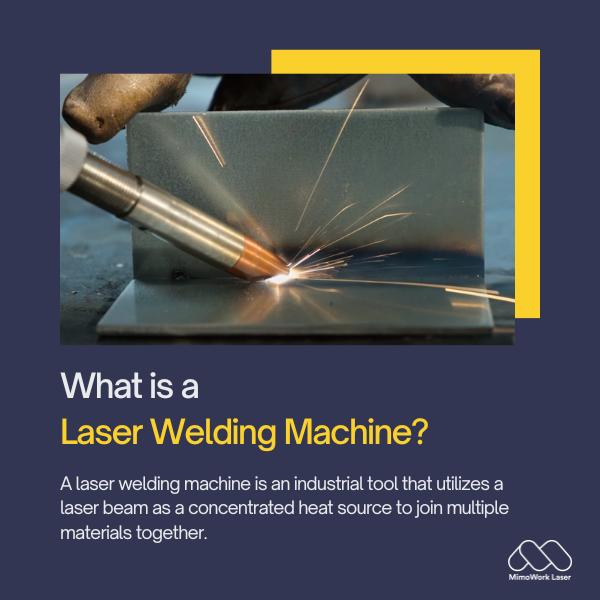
1. レーザー溶接機とは何ですか?
レーザー溶接機は、レーザー光を集中熱源として利用し、複数の材料を接合する産業用装置である。
レーザー溶接機の主な特徴は以下のとおりです。
1. レーザー光源:最新のレーザー溶接機のほとんどは、赤外線スペクトルで高出力レーザービームを生成する固体レーザーダイオードを使用しています。一般的なレーザー光源には、CO2レーザー、ファイバーレーザー、ダイオードレーザーなどがあります。
2. 光学:レーザー光は、ミラー、レンズ、ノズルなどの一連の光学部品を通過し、これらの部品によって集束され、溶接箇所に正確に照射されます。伸縮式アームまたはガントリーによって、レーザー光の位置が調整されます。
3. 自動化:多くのレーザー溶接機は、複雑な溶接パターンや工程を自動化するために、コンピュータ数値制御(CNC)とロボット技術を統合しています。プログラム可能な経路とフィードバックセンサーにより、高い精度が保証されます。
4. プロセス監視:内蔵カメラ、分光計、その他のセンサーが溶接工程をリアルタイムで監視します。ビームの位置ずれ、溶け込み具合、品質に関する問題は迅速に検知し、対処できます。
5. 安全インターロック:保護筐体、ドア、および緊急停止ボタンは、高出力レーザー光線から作業者を保護します。安全手順が破られた場合は、インターロックによってレーザーが停止します。
要約すると、レーザー溶接機とは、コンピューター制御の産業用精密機器であり、集束レーザービームを利用して、自動化された再現性の高い溶接作業を行うものです。
2. レーザー溶接はどのように機能するのか?
レーザー溶接工程における主な段階は以下のとおりです。
1. レーザービームの生成:固体レーザーダイオードなどの光源が赤外線ビームを生成する。
2. ビーム伝送: 鏡、レンズ、ノズルによって、ビームは加工対象物上の狭い一点に正確に集束される。
3. 材料の加熱:ビームは材料を急速に加熱し、その加熱密度は106 W/cm2に近づく。
4. 溶融と接合:材料が融合する場所に小さな溶融池が形成される。この溶融池が固化すると、溶接継手が形成される。
5. 冷却と再凝固: 溶接部は104℃/秒を超える高速で冷却され、微細な結晶粒構造を持つ硬化組織が形成される。
6. 進捗状況:ビームを移動させるか、部品の位置を調整し、このプロセスを繰り返して溶接シームを完成させる。不活性シールドガスを使用することもできる。
要約すると、レーザー溶接は、高強度に集束されたレーザービームと制御された熱サイクルを利用して、高品質で熱影響部の少ない溶接部を作り出す技術です。
レーザー溶接機に関する有益な情報を提供しました
お客様のビジネスに合わせたカスタマイズソリューションもご提供いたします。
3. レーザー溶接はMIG溶接より優れていますか?
従来の金属不活性ガス(MIG)溶接プロセスと比較すると…
レーザー溶接にはいくつかの利点があります。
1. 精度: レーザー光は0.1~1mmの極めて小さなスポットに集束できるため、非常に高精度で再現性の高い溶接が可能です。これは、小型で高い精度が求められる部品に最適です。
2. スピード:レーザー溶接の速度はMIG溶接よりもはるかに速く、特に薄板材ではその差が顕著です。これにより生産性が向上し、サイクルタイムが短縮されます。

3. 品質:集中した熱源により、歪みが最小限に抑えられ、熱影響部も狭くなります。その結果、強度が高く高品質な溶接部が得られます。
4. 自動化:レーザー溶接は、ロボット工学とCNC技術を用いることで容易に自動化できる。これにより、手動のMIG溶接に比べて複雑な形状の溶接が可能になり、溶接精度も向上する。
5. 材料:レーザーは、異種材料や異種金属の溶接など、さまざまな材料の組み合わせを接合することができる。
しかし、MIG溶接にはいくつかの利点他の用途におけるレーザーの優位性:
1. 費用:MIG溶接装置は、レーザー溶接装置よりも初期投資コストが低い。
2. より厚い素材:MIG溶接は、レーザー吸収が問題となる可能性のある3mm以上の厚い鋼材の溶接により適している。
3. シールドガス:MIG溶接では溶接部を保護するために不活性ガスシールドを使用するのに対し、レーザー溶接では多くの場合、密閉されたビーム経路を使用する。
まとめると、レーザー溶接は一般的に次のような場合に好まれます。精度、自動化、溶接品質.
しかしMIGは生産において競争力を維持している。予算内でより太いゲージ.
適切な溶接方法は、具体的な溶接用途と部品の要件によって異なります。
4. レーザー溶接はTIG溶接よりも優れているのか?
タングステン不活性ガス(TIG)溶接は、手作業による高度な技術を要するプロセスであり、薄い材料に対して優れた結果を生み出すことができる。
しかし、レーザー溶接にはTIG溶接に比べていくつかの利点がある。
1. スピード:レーザー溶接は、自動化された高精度な溶接が可能であるため、生産用途においてはTIG溶接よりも大幅に高速です。これにより、生産性が向上します。
2. 精度:集束レーザービームにより、位置決め精度は100分の1ミリメートル以内まで可能となる。これは、TIG溶接で人間の手作業では到底実現できない精度だ。

3. 制御:レーザーを用いることで、熱入力や溶接形状といったプロセス変数を厳密に制御し、バッチごとに一貫した結果を保証する。
4. 材料:TIG溶接は薄い導電性材料に最適である一方、レーザー溶接はより幅広い種類の複合材料の溶接を可能にする。
5. 自動化: ロボットレーザーシステムは、疲労を伴わずに完全自動溶接を可能にする一方、TIG溶接は一般的に作業者の完全な注意と専門知識を必要とする。
しかし、TIG溶接は、薄板精密加工または合金溶接熱入力を慎重に調整する必要がある用途では、熟練した技術者の技術が重要となる。
5. レーザー溶接のデメリットは何ですか?
他のあらゆる工業プロセスと同様に、レーザー溶接にも考慮すべき潜在的な欠点がいくつかあります。
1. 費用: 高出力レーザーシステムは価格が手頃になってきているものの、他の溶接方法と比較すると、かなりの設備投資が必要となる。
2. 消耗品:ガスノズルや光学系は経年劣化するため交換が必要となり、所有コストが増加する。
3. 安全性:高強度レーザー光線への曝露を防ぐためには、厳格な手順と密閉型の安全筐体が必要である。
4. トレーニング:作業員は、レーザー溶接装置を安全に操作し、適切に保守するための訓練を受ける必要があります。

5. 視線:レーザー光は直進するため、複雑な形状の場合は複数のレーザー光を使用したり、加工対象物の位置を調整したりする必要がある場合がある。
6. 吸光度:厚い鋼鉄やアルミニウムなどの特定の材料は、レーザーの特定の波長を効率的に吸収しない場合、溶接が困難になることがある。
しかし、適切な予防措置、訓練、およびプロセスの最適化を行うことで、レーザー溶接は多くの産業用途において、生産性、精度、および品質面で優位性をもたらします。
6.レーザー溶接にはガスが必要ですか?
ガスシールド溶接とは異なり、レーザー溶接では溶接部に不活性シールドガスを流す必要はありません。その理由は以下のとおりです。
1. 集束されたレーザー光が空気中を伝わり、小さな高エネルギーの溶融池を作り出し、そこで材料が溶融して接合される。
2. 周囲の空気はガスプラズマアークのようにイオン化されないため、ビームや溶接の形成を妨げません。
3. 溶接部は集中した熱によって非常に速く凝固するため、表面に酸化物が形成される前に固化する。

しかし、特定の特殊なレーザー溶接用途においては、アシストガスを使用することでメリットが得られる場合がある。
1. アルミニウムのような反応性の高い金属の場合、ガスは高温の溶融池を空気中の酸素から遮断します。
2. 高出力レーザー加工では、ガスは深溶け込み溶接中に発生するプラズマプルームを安定させる。
3. ガス噴射により、煙やゴミが除去され、汚れた表面や塗装面でもビームの透過率が向上します。
要約すると、不活性ガスは必ずしも必要ではないものの、特定の難易度の高いレーザー溶接用途や材料においては利点をもたらす可能性がある。しかし、多くの場合、不活性ガスなしでも良好な溶接結果が得られる。
ほぼすべての金属はレーザー溶接が可能であり、鉄、アルミニウム、チタン、ニッケル合金など。
異なる金属の組み合わせも可能です。重要なのは、レーザー波長を効率的に吸収する必要がある.
シートは薄いほど厚さ0.1mmから25mmまで用途やレーザー出力にもよりますが、一般的にはレーザー溶接が可能です。
厚みのある部分は、多層溶接や特殊な光学部品が必要になる場合があります。
もちろんです。ロボット式レーザー溶接セルは、自動車製造などの用途において、高速かつ自動化された生産環境で一般的に使用されています。
毎分数メートルの処理速度が達成可能です。
一般的なレーザー溶接の用途は、自動車、電子機器、医療機器、航空宇宙、金型、小型精密部品製造.
その技術は新たな分野への継続的な進出.
考慮すべき要素としては、加工対象物の材質、サイズ/厚さ、処理能力、予算、および要求される溶接品質などが挙げられる。
信頼できるサプライヤーは、お客様の特定の用途に最適なレーザーの種類、出力、光学系、および自動化システムを選定するお手伝いをいたします。
一般的なレーザー溶接技術には、突合せ溶接、重ね溶接、すみ肉溶接、穿孔溶接、および肉盛溶接などがある。
レーザー積層造形のような革新的な手法も、修理や試作用途向けに登場しつつある。
はい、レーザー溶接は高価な部品の精密修理に非常に適しています。
熱を集中させることで、修理中の基材への追加的な損傷を最小限に抑えることができます。
レーザー溶接機を使い始めてみませんか?
弊社をご検討されてはいかがでしょうか?

投稿日時:2024年2月12日