
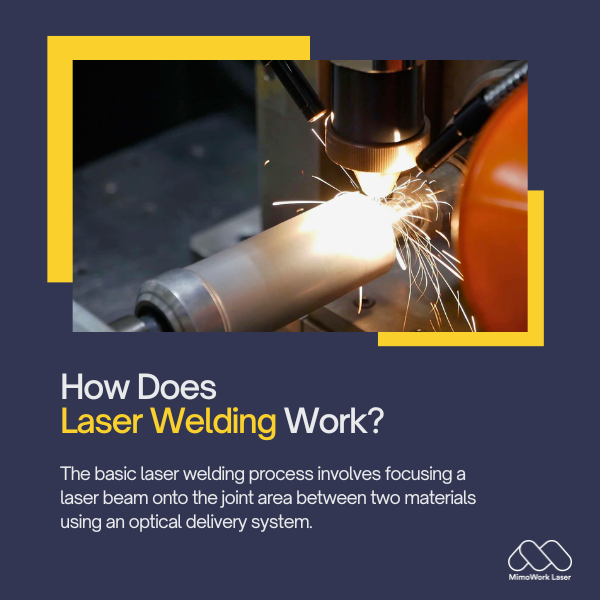
Processus fundamentalis soldadurae lasericae implicat focalizationem radii laserici in aream iuncturae inter duas materias utens systemate distributionis opticae. Cum radius materias tangit, energiam suam transfert, celeriter calefaciens et liquefaciens aream parvam.
Index Rerum
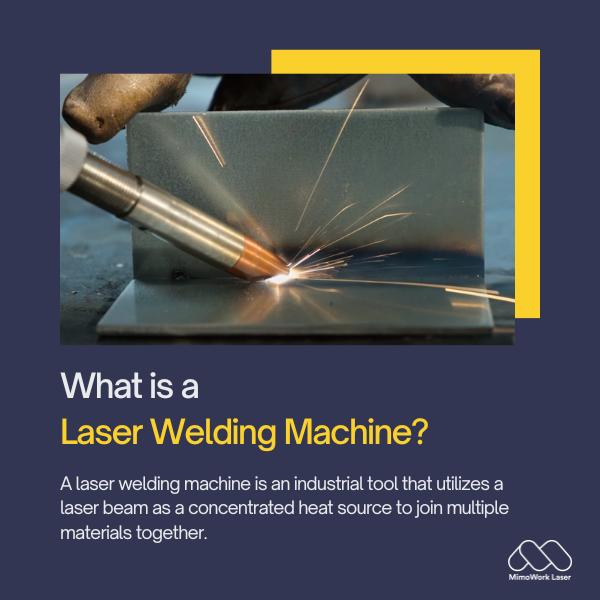
1. Quid est Machina Laser Soldandi?
Machina ad soldandum laser est instrumentum industriale quod radium laser ut fontem caloris concentratum ad coniungendas plures materias adhibet.
Inter proprietates praecipuas machinarum lasericarum ad soldandum haec numerantur:
1. Fons Lasericus:Plurimae machinae lasericae modernae diodis lasericis status solidi utuntur quae fasciculum lasericum magnae potentiae in spectro infrarubro producunt. Fontes laserici communes includunt laseres CO2, fibras, et diodos.
2. Optica:Radius lasericus per seriem partium opticarum, ut specula, lentes, et fistulas, transit, quae radium ad aream suturae cum praecisione focalizant et dirigunt. Brachia telescopica sive portales radium ponunt.
3. Automatio:Multae machinae lasericae integrationem moderationis numericae computatralis (CNC) et roboticam habent ad machinas et processus soldadurae complexos automatizandos. Viae programmabiles et sensoria retroactionis accuratiam praestant.
4. Monitorium Processus:Camerae, spectrometra, aliaque sensoria integrata processum soldadurae in tempore reali observant. Quaevis difficultates cum ordinatione fasciculi, penetratione, vel qualitate celeriter detegi et tractari possunt.
5. Interclusiones Salutis:Tegumenta protectora, fores, et pulsatores sistendi urgeant operarios a radio laserico magnae potentiae custodiunt. Interclusiones lasericum claudunt si praecepta salutis violantur.
Summa summarum, machina ad laserem soldandum est instrumentum industriale accurate computatro moderatum, quod radium lasericum intentum ad applicationes soldandi automatas et repetibiles adhibet.
2. Quomodo Soldatura Laserica Operatur?
Inter gradus clavis processus soldadurae lasericae sunt hae:
1. Generatio Fasciculi Laser:Dioda laserica status solidi vel alia fons fasciculum infrarubrum producit.
2. Traditio Fasciculi: Specula, lentes, et tubus fasciculum accurate ad locum angustum in materia focalizant.
3. Calefactio Materiae:Trabs materiam celeriter calefacit, densitate ad 10⁶ W/cm² appropinquante.
4. Liquefactio et Coniunctio:Parva piscina liquefacta formatur ubi materiae coalescuntur. Dum piscina solidatur, commissura suturae creatur.
5. Refrigeratio et Resolidificatio: Area suturae refrigescit magnis celeritatibus supra 104°C/secundum, microstructuram subtiliter granosam et duram creans.
6. Progressus:Trabs movetur vel partes in aliam positionem ducuntur et processus repetitur ad suturam perficiendam. Gas iners protegens etiam adhiberi potest.
Summa igitur, ferruminatio laserica radio laserico intense focalizato et cyclo thermico moderato utitur ad producendas suturas zonales altae qualitatis, minime calore affectas.
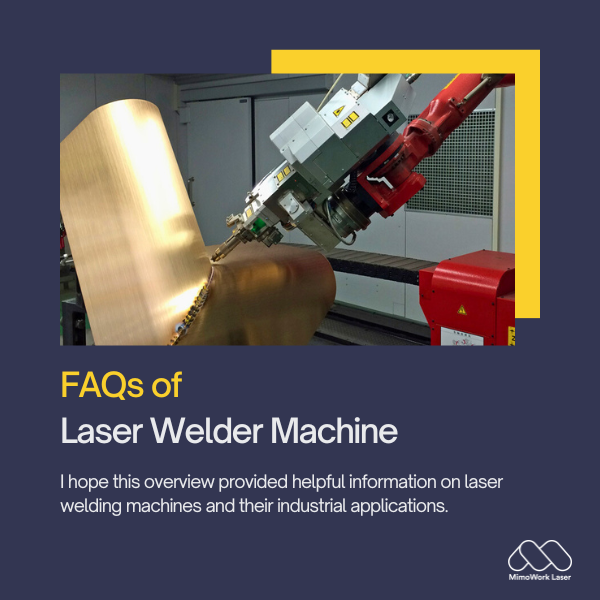
Informationem utilem de machinis lasericis ad soldandum praebuimus.
Necnon Solutiones Personales Pro Negotio Tuo
3. Estne soldadura laserica melior quam MIG?
Cum ad processus traditionales soldadurae metallorum inert gas (MIG) comparatur...
Soldatura laserica plura commoda offert:
1. Praecisio: Radii laserici in punctum minutum 0.1-1mm dirigi possunt, quod efficit ut suturae accuratae et repetibiles sint. Hoc aptissimum est partibus parvis et magnae tolerantiae.
2. Celeritas:Velocitates soldadurae pro lasere multo celeriores sunt quam pro MIG, praesertim in tenuioribus crassitudinibus. Hoc productivitatem auget et tempora cycli minuit.

3. Qualitas:Fons caloris concentratus minimam distortionem et angustas zonas calore affectas producit. Hoc efficit suturas firmas et summae qualitatis.
4. Automatio:Soldatura laserica facile automatice per robotica et CNC adhibetur. Hoc permittit exempla complexa et constantiam meliorem comparatione cum soldatura MIG manuali.
5. Materiae:Laseres multas combinationes materiarum iungere possunt, inter quas suturae multimateriarum et metallorum dissimilium.
Attamen, soldadura MIG habetnonnulla commodasuper laserem in aliis applicationibus:
1. Sumptus:Apparatus MIG sumptum initialem minorem habet quam systemata laserica.
2. Materiae crassiores:Ars MIG aptior est ad crassiores sectiones chalybis supra 3mm soldandas, ubi absorptio laseris problematica esse potest.
3. Gas tutelaris:MIG scutum gasis inertis ad aream suturae protegendam utitur, dum laser saepe viam fasciculi obsignatam utitur.
Summa summarum, soldadura laserica plerumque praefertur adpraecisio, automatio, et qualitas soldadurae.
Sed MIG adhuc competitiva manet pro productione...crassiores mensurae pretio modico.
Processus rectus ab applicatione soldandi specifica et requisitis partis pendet.
4. Estne soldadura laserica melior quam soldadura TIG?
Soldatura gasi inertis tungsteni (TIG) est processus manualis et artistice peritus, qui egregios effectus in materiis tenuibus producere potest.
Attamen, soldadura laserica nonnulla commoda prae TIG habet:
1. Celeritas:Soldatura laserica (vel "laser") propter praecisionem automatam ad usum productionis significanter celerior est quam TIG. Hoc productionem auget.
2. Praecisio:Radius lasericus intentus praecisionem positionis ad centesimas millimetri permittit. Hoc manus humana cum TIG aequare non potest.

3. Imperium:Variabiles processus, sicut inputatio caloris et geometria suturae, arcte lasere reguntur, quod eventus congruentes per seriem post seriem efficit.
4. Materiae:TIG optima est pro materiis tenuioribus conductivis, dum soldadura laserica maiorem varietatem combinationum multi-materiarum aperit.
5. Automatio: Systema laserica robotica soldaduram omnino automatam sine lassitudine permittunt, cum TIG plerumque plenam attentionem et peritiam operatoris requirat.
Attamen, soldadura TIG commodum retinet proOpus subtilitatis tenuis mensurae vel soldadura mixturarum metallicarumubi calor inmissus diligenter moderandus est. His in applicationibus, tactus technici periti pretiosus est.
5. Quod est incommodum soldadurae lasericae?
Sicut cum quolibet processu industriali, soldadura laserica nonnulla incommoda potentialia consideranda habet:
1. Sumptus: Dum pretia magis parabilia fiunt, systemata laserica magnae potentiae magnum sumptum capitalis requirunt, si cum aliis modis soldadurae comparentur.
2. Res consumibiles:Injectores gasii et optica tempore deteriores fiunt et substitui debent, quod sumptum possessionis auget.
3. Salus:Protocolla severa et receptacula tuta inclusa requiruntur ad expositionem radiis laseris altae intensitatis vitandam.
4. Exercitatio:Operariis opus est disciplina ut tuto laborent et apparatum soldandi lasericum rite conservent.

5. Linea visus:Radius lasericus lineis rectis progreditur, ita geometriae complexae plures radios vel repositionem materiae laborandae requirere possunt.
6. Absorptio:Quaedam materiae, ut chalybs crassus vel aluminium, difficile ad conglutinandum esse possunt, nisi specificam longitudinem undae laseris efficaciter absorbent.
Cum debitis cautionibus, exercitatione, et optimizatione processus, tamen soldadura laserica praebet commoda productivitatis, praecisionis, et qualitatis pro multis applicationibus industrialibus.
6. Num gas requiritur ad soldaduram lasericam?
Dissimiliter processibus sudurae gaso-protecti, sudura laserica non requirit usum gasi inertis protectoris super aream sudurae fluentis. Hoc est quia:
1. Radius lasericus intentus per aerem iter facit ut parvum, magnae energiae lacum suturae creet quod materias liquefacit et iungit.
2. Aer circumdans non ionizatus est sicut arcus plasmatis gasii nec impedit formationem fasciculi aut suturae.
3. Sutura tam celeriter propter calorem concentratum solidatur ut formetur antequam oxida in superficie formari possint.

Attamen, quaedam applicationes speciales soldadurae lasericae adhuc ex usu gasis adiuvantis utilitatem capere possunt:
1. In metallis reactivis ut aluminio, gas lacum ferri calidum ab oxygenio in aere protegit.
2. In operibus laseris magnae potentiae, gas columnam plasmatis, quae per suturas penetrationis profundae formatur, stabilizat.
3. Iactus gasii fumos et sordes removent ad meliorem transmissionem fasciculi in superficiebus sordidis vel pictis.
Summa summarum, quamquam non omnino necessarium, gas iners commoda praebere potest pro specificis applicationibus vel materiis lasericis difficilibus. Sed processus saepe bene fungi potest sine eo.
Paene omnia metalla lasere conglutinari possunt, inter quaechalybs, aluminium, titanium, mixturae nickeli, et plura.
Etiam dissimiles metallorum combinationes fieri possunt. Clavis est quodlongitudinem undae laseris efficaciter absorbere debet.
Lintea tam tenuia quam0.1mm et crassitudine usque ad 25mmtypice laser-soldari potest, pro applicatione specifica et potentia laser.
Sectiones crassiores fortasse soldationem multi-transitum vel opticam specialem requirere possunt.
Certe. Cellulae roboticae ad laserem soldandum vulgo in ambitus productionis celeris et automatis ad usus ut fabricationem autocineticam adhibentur.
Velocitates transmissionis aliquot metrorum per minutum obtineri possunt.
Usus communes soldadurae lasericae inveniri possunt infabricatio autocinetica, electronica, instrumentorum medicorum, aëronautica, instrumentorum/matricium, et partium parvarum praecisionis.
Technologia estcontinuo in novos sectores expandens.
Inter factores considerandos sunt materiae partis fabricandae, magnitudo/crassitudo, necessitates productionis, sumptus, et qualitas suturae requisita.
Venditores bonae famae adiuvare possunt ad specificandum genus laseris, potentiam, opticam, et automationem aptam pro applicatione tua specifica.
Typicae rationes soldadurae lasericae includunt suturas abstubbadas, lacerationis, anguli, perforationis, et clavi.
Nonnullae methodi novae, sicut fabricatio additiva laserica, etiam ad applicationes reparationis et prototypi emergunt.
Ita, soldadura laserica ad reparationem accuratam partium magni pretii apta est.
Calor concentratus infusus damnum additum materiis fundamentalibus durante reparatione minuit.
Visne machina laserica ad soldandum incipere?
Cur non nos consideratis?

Tempus publicationis: XII Februarii, MMXXIV