
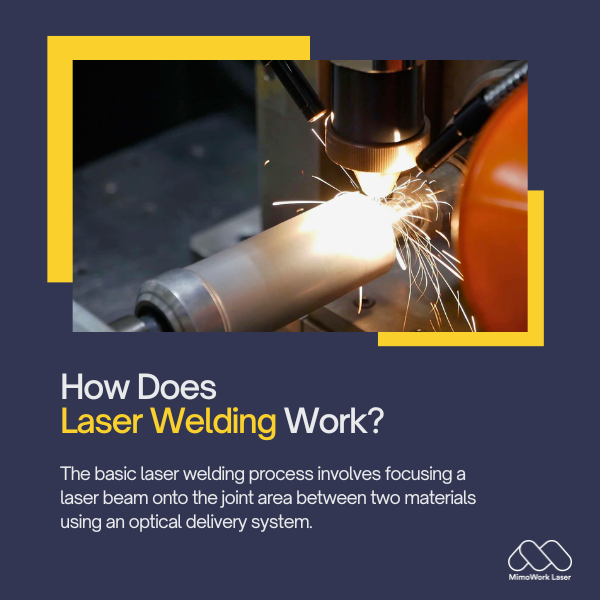
Լազերային եռակցման հիմնական գործընթացը ներառում է լազերային ճառագայթի կենտրոնացումը երկու նյութերի միջև միացման տարածքի վրա՝ օպտիկական մատակարարման համակարգի միջոցով: Երբ ճառագայթը շփվում է նյութերի հետ, այն փոխանցում է իր էներգիան՝ արագորեն տաքացնելով և հալեցնելով փոքր տարածքը:
Բովանդակության աղյուսակ
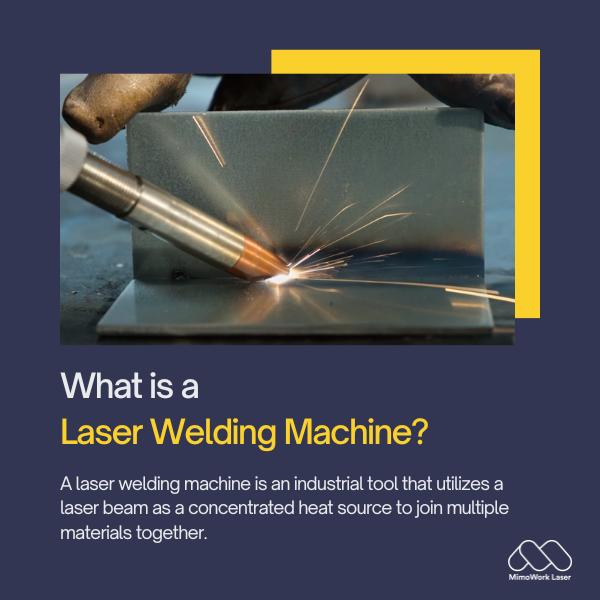
1. Ի՞նչ է լազերային եռակցման մեքենան։
Լազերային եռակցման մեքենան արդյունաբերական գործիք է, որն օգտագործում է լազերային ճառագայթը որպես կենտրոնացված ջերմային աղբյուր՝ մի քանի նյութեր միացնելու համար։
Լազերային եռակցման մեքենաների որոշ հիմնական բնութագրեր ներառում են.
1. Լազերային աղբյուր՝Ժամանակակից լազերային եռակցման սարքերի մեծ մասն օգտագործում է պինդ վիճակում գտնվող լազերային դիոդներ, որոնք ինֆրակարմիր սպեկտրում արտադրում են բարձր հզորության լազերային ճառագայթ: Լազերային տարածված աղբյուրներից են CO2, մանրաթելային և դիոդային լազերները:
2. Օպտիկա:Լազերային ճառագայթը անցնում է մի շարք օպտիկական բաղադրիչների միջով, ինչպիսիք են հայելիները, ոսպնյակները և ծայրակալները, որոնք ճշգրտորեն կենտրոնացնում և ուղղորդում են ճառագայթը եռակցման տարածք: Հեռադիտակային բռնակները կամ կամրջակները դիրքավորում են ճառագայթը:
3. Ավտոմատացում:Շատ լազերային եռակցման սարքեր ունեն համակարգչային թվային կառավարման (CNC) ինտեգրացիա և ռոբոտաշինություն՝ բարդ եռակցման սխեմաներն ու գործընթացները ավտոմատացնելու համար: Ծրագրավորվող ուղիները և հետադարձ կապի սենսորները ապահովում են ճշգրտությունը:
4. Գործընթացների մոնիթորինգ.Ինտեգրված տեսախցիկները, սպեկտրոմետրերը և այլ սենսորները իրական ժամանակում վերահսկում են եռակցման գործընթացը: Ճառագայթի դասավորության, թափանցման կամ որակի հետ կապված ցանկացած խնդիր կարող է արագ հայտնաբերվել և լուծվել:
5. Անվտանգության կողպեքներ՝Պաշտպանիչ պատյանները, դռները և էլեկտրոնային կանգառի կոճակները պաշտպանում են օպերատորներին հզոր լազերային ճառագայթից: Միջկողպեքները անջատում են լազերը, եթե խախտվում են անվտանգության կանոնները:
Այսպիսով, ամփոփելով՝ լազերային եռակցման մեքենան համակարգչային կառավարմամբ, արդյունաբերական ճշգրիտ գործիք է, որն օգտագործում է կենտրոնացված լազերային ճառագայթ՝ ավտոմատացված, կրկնվող եռակցման կիրառությունների համար:
2. Ինչպե՞ս է աշխատում լազերային եռակցումը։
Լազերային եռակցման գործընթացի որոշ հիմնական փուլեր ներառում են.
1. Լազերային ճառագայթի ստեղծում.Պինդ վիճակի լազերային դիոդը կամ այլ աղբյուրը առաջացնում է ինֆրակարմիր ճառագայթ։
2. Շինարարական ճառագայթի մատակարարում. Հայելիները, ոսպնյակները և ծայրակալը ճշգրտորեն կենտրոնացնում են ճառագայթը աշխատանքային մասի վրա գտնվող նեղ հատվածի վրա։
3. Նյութի տաքացում.Ճառագայթը արագորեն տաքացնում է նյութը՝ մոտենալով 106 Վտ/սմ2 խտության։
4. Հալեցում և միացում.Նյութերի միաձուլման վայրում առաջանում է փոքրիկ հալույթի լճակ։ Լճակի պնդացմանը զուգընթաց ստեղծվում է եռակցման միացում։
5. Սառեցում և վերստին ամրացում. Եռակցման տարածքը սառչում է 104°C/վայրկյանից բարձր արագությամբ՝ ստեղծելով մանրահատիկ, կարծրացած միկրոկառուցվածք։
6. Առաջընթաց։Շինարարական ճառագայթը շարժվում է, կամ մասերը վերադասավորվում են, և գործընթացը կրկնվում է՝ եռակցման կարը ավարտելու համար: Կարող է օգտագործվել նաև իներտ պաշտպանիչ գազ:
Այսպիսով, ամփոփելով՝ լազերային եռակցումը օգտագործում է ինտենսիվորեն կենտրոնացված լազերային ճառագայթ և վերահսկվող ջերմային ցիկլ՝ բարձրորակ, ցածր ջերմային ազդեցության գոտիական եռակցումներ ստանալու համար։
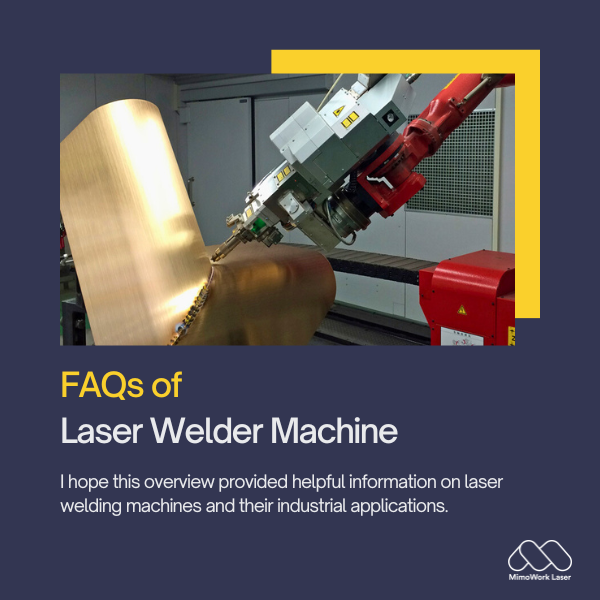
Մենք տրամադրեցինք օգտակար տեղեկատվություն լազերային եռակցման մեքենաների վերաբերյալ
Ինչպես նաև անհատականացված լուծումներ ձեր բիզնեսի համար
3. Լազերային եռակցումը արդյո՞ք ավելի լավ է, քան MIG-ը։
Համեմատած մետաղի իներտ գազով (MIG) ավանդական եռակցման գործընթացների հետ...
Լազերային եռակցումը մի քանի առավելություն ունի.
1. Ճշգրտություն: Լազերային ճառագայթները կարող են կենտրոնացվել 0.1-1 մմ փոքրիկ կետի վրա, ինչը հնարավորություն է տալիս կատարել շատ ճշգրիտ, կրկնվող եռակցումներ: Սա իդեալական է փոքր, բարձր դիմադրողականությամբ մասերի համար:
2. Արագություն:Լազերի եռակցման արագությունը շատ ավելի արագ է, քան MIG-ի դեպքում, հատկապես ավելի բարակ տրամաչափերի դեպքում։ Սա բարելավում է արտադրողականությունը և կրճատում ցիկլի տևողությունը։

3. Որակ:Կոնցենտրացված ջերմային աղբյուրը ստեղծում է նվազագույն աղավաղում և նեղացնում ջերմության ազդեցության գոտիները։ Սա հանգեցնում է ամուր, բարձրորակ եռակցման։
4. Ավտոմատացում:Լազերային եռակցումը հեշտությամբ ավտոմատացվում է ռոբոտաշինության և թվային կառավարմամբ մեքենաների միջոցով: Սա հնարավորություն է տալիս կատարելագործել բարդ նախշերը և բարելավել հետևողականությունը՝ համեմատած ձեռքով ՄԻԳ եռակցման հետ:
5. Նյութեր՝Լազերները կարող են միացնել բազմաթիվ նյութերի համադրություններ, այդ թվում՝ բազմանյութական և տարբեր մետաղական եռակցումներ։
Այնուամենայնիվ, ՄԻԳ եռակցումը ունիորոշ առավելություններԼազերի միջոցով այլ կիրառություններում՝
1. Արժեքը՝ՄԻԳ սարքավորումները ունեն ավելի ցածր սկզբնական ներդրումային արժեք, քան լազերային համակարգերը։
2. Ավելի հաստ նյութեր.MIG-ն ավելի հարմար է 3 մմ-ից ավելի հաստ պողպատե հատվածների եռակցման համար, որտեղ լազերի կլանումը կարող է խնդրահարույց լինել:
3. Պաշտպանիչ գազ.ՄԻԳ-ը օգտագործում է իներտ գազի վահան՝ եռակցման տարածքը պաշտպանելու համար, մինչդեռ լազերը հաճախ օգտագործում է կնքված ճառագայթային ուղի։
Այսպիսով, ամփոփելով, լազերային եռակցումը ընդհանուր առմամբ նախընտրելի էճշգրտություն, ավտոմատացում և եռակցման որակ.
Սակայն MIG-ը մնում է մրցունակ արտադրության համարավելի հաստ չափիչներ՝ մատչելի գնով.
Ճիշտ գործընթացը կախված է եռակցման կոնկրետ կիրառությունից և մասի պահանջներից։
4. Լազերային եռակցումը TIG եռակցումից ավելի լավն է՞:
Վոլֆրամի իներտ գազով (TIG) եռակցումը ձեռքով, արվեստագետորեն հմուտ գործընթաց է, որը կարող է գերազանց արդյունքներ տալ բարակ նյութերի վրա:
Այնուամենայնիվ, լազերային եռակցումը TIG-ի համեմատ ունի որոշ առավելություններ.
1. Արագություն:Լազերային եռակցումը արտադրական կիրառությունների համար զգալիորեն ավելի արագ է, քան TIG-ը՝ իր ավտոմատացված ճշգրտության շնորհիվ։ Սա բարելավում է արտադրողականությունը։
2. Ճշգրտություն:Ֆոկուսացված լազերային ճառագայթը թույլ է տալիս դիրքորոշման ճշգրտություն կատարել մինչև միլիմետրի հարյուրերորդական մասը։ Սա չի կարող համեմատվել մարդու ձեռքի հետ՝ TIG-ի դեպքում։

3. Վերահսկողություն.Գործընթացի փոփոխականները, ինչպիսիք են ջերմային մուտքը և եռակցման երկրաչափությունը, խստորեն վերահսկվում են լազերով՝ ապահովելով խմբաքանակի համար հաստատուն արդյունքներ։
4. Նյութեր՝TIG-ը լավագույնն է ավելի բարակ հաղորդիչ նյութերի համար, մինչդեռ լազերային եռակցումը բացում է բազմանյութական համադրությունների ավելի լայն տեսականի։
5. Ավտոմատացում: Ռոբոտացված լազերային համակարգերը հնարավորություն են տալիս լիովին ավտոմատացված եռակցում իրականացնել առանց հոգնածության, մինչդեռ TIG-ն սովորաբար պահանջում է օպերատորի լիարժեք ուշադրություն և փորձագիտություն։
Այնուամենայնիվ, TIG եռակցումը պահպանում է առավելությունըբարակ տրամաչափի ճշգրիտ աշխատանք կամ համաձուլվածքային եռակցումորտեղ ջերմային մուտքը պետք է ուշադիր կարգավորվի: Այս կիրառությունների համար հմուտ տեխնիկի օգնությունը արժեքավոր է:
5. Ո՞րն է լազերային եռակցման թերությունը։
Ինչպես ցանկացած արդյունաբերական գործընթաց, լազերային եռակցումը նույնպես ունի որոշ թերություններ, որոնք պետք է հաշվի առնել.
1. Արժեքը՝ Ավելի մատչելի դառնալով հանդերձ, բարձր հզորության լազերային համակարգերը պահանջում են զգալի կապիտալ ներդրումներ՝ համեմատած այլ եռակցման մեթոդների հետ։
2. Սպառվող նյութեր՝Գազի ծայրակալներն ու օպտիկան ժամանակի ընթացքում մաշվում են և պետք է փոխարինվեն, ինչը մեծացնում է սեփականության արժեքը։
3. Անվտանգություն:Բարձր ինտենսիվության լազերային ճառագայթի ազդեցությունը կանխելու համար անհրաժեշտ են խիստ արձանագրություններ և փակ անվտանգության պատյաններ։
4. Ուսուցում:Օպերատորները կարիք ունեն վերապատրաստման՝ անվտանգ աշխատելու և լազերային եռակցման սարքավորումները պատշաճ կերպով սպասարկելու համար։

5. Տեսադաշտ։Լազերային ճառագայթը շարժվում է ուղիղ գծերով, ուստի բարդ երկրաչափությունները կարող են պահանջել բազմաթիվ ճառագայթներ կամ աշխատանքային մասի վերատեղադրում։
6. Կլանողականություն։Որոշակի նյութեր, ինչպիսիք են հաստ պողպատը կամ ալյումինը, կարող են դժվար լինել եռակցել, եթե դրանք արդյունավետորեն չեն կլանում լազերի որոշակի ալիքի երկարությունը։
Սակայն, պատշաճ նախազգուշական միջոցների, վերապատրաստման և գործընթացի օպտիմալացման դեպքում, լազերային եռակցումը ապահովում է արտադրողականություն, ճշգրտություն և որակի առավելություններ բազմաթիվ արդյունաբերական կիրառությունների համար:
6. Լազերային եռակցման համար գազ պե՞տք է։
Ի տարբերություն գազային պաշտպանիչ եռակցման գործընթացների, լազերային եռակցումը չի պահանջում եռակցման տարածքի վրայով հոսող իներտ պաշտպանիչ գազի օգտագործում: Դա պայմանավորված է նրանով, որ՝
1. Կենտրոնացված լազերային ճառագայթը անցնում է օդով՝ ստեղծելով փոքր, բարձր էներգիայի եռակցման լողավազան, որը հալվում և միացնում է նյութերը։
2. Շրջակա օդը չի իոնացվում գազային պլազմային աղեղի նման և չի խանգարում ճառագայթի կամ եռակցման ձևավորմանը:
3. Եռակցված մասը այնքան արագ է պնդանում կենտրոնացված ջերմությունից, որ այն առաջանում է նախքան մակերեսին օքսիդների առաջացումը։

Այնուամենայնիվ, որոշակի մասնագիտացված լազերային եռակցման կիրառություններ դեռևս կարող են օգուտ քաղել օժանդակ գազի օգտագործումից.
1. Ալյումինի նման ռեակտիվ մետաղների դեպքում գազը պաշտպանում է տաք եռակցման շերտը օդի թթվածնից:
2. Բարձր հզորությամբ լազերային աշխատանքների դեպքում գազը կայունացնում է խորը ներթափանցման եռակցման ժամանակ առաջացող պլազմային ամպը։
3. Գազային շիթերը մաքրում են գոլորշիները և մնացորդները՝ ճառագայթի ավելի լավ թափանցելիության համար կեղտոտ կամ ներկված մակերեսների վրա:
Այսպիսով, ամփոփելով, չնայած որ խիստ անհրաժեշտ չէ, իներտ գազը կարող է առավելություններ ապահովել լազերային եռակցման որոշակի բարդ կիրառությունների կամ նյութերի համար: Սակայն գործընթացը հաճախ կարող է լավ ընթանալ առանց դրա:
Գրեթե բոլոր մետաղները կարող են լազերային եռակցվել, ներառյալ՝պողպատ, ալյումին, տիտան, նիկելի համաձուլվածքներ և այլն։
Հնարավոր են նույնիսկ տարբեր մետաղների համադրություններ։ Հիմնականը նրանցպետք է արդյունավետորեն կլանի լազերի ալիքի երկարությունը.
Թերթեր այնքան բարակ, որքան0.1 մմ և մինչև 25 մմ հաստությամբսովորաբար կարող է լազերային եռակցվել՝ կախված կոնկրետ կիրառությունից և լազերի հզորությունից։
Ավելի հաստ հատվածների համար կարող է պահանջվել բազմաանցումային եռակցում կամ հատուկ օպտիկա։
Անշուշտ։ Ռոբոտացված լազերային եռակցման բջիջները լայնորեն օգտագործվում են բարձր արագությամբ, ավտոմատացված արտադրական միջավայրերում, ինչպիսին է ավտոմոբիլային արտադրությունը։
Հնարավոր է հասնել րոպեում մի քանի մետր թողունակության։
Լազերային եռակցման տարածված կիրառությունները կարելի է գտնելավտոմոբիլային, էլեկտրոնիկայի, բժշկական սարքերի, ավիատիեզերական, գործիքների/մաղափերի և փոքր ճշգրիտ մասերի արտադրություն.
Տեխնոլոգիան էանընդհատ ընդլայնվելով նոր ոլորտներում.
Հաշվի առնելու գործոններից են աշխատանքային մասի նյութերը, չափը/հաստությունը, թողունակության կարիքները, բյուջեն և պահանջվող եռակցման որակը:
Հեղինակավոր մատակարարները կարող են օգնել ձեզ որոշել ձեր կոնկրետ կիրառման համար ճիշտ լազերի տեսակը, հզորությունը, օպտիկան և ավտոմատացումը։
Լազերային եռակցման տիպիկ տեխնիկաները ներառում են հետևի, լաքապատ, ֆիլեային, ծակող և ծածկույթային եռակցումներ:
Վերանորոգման և նախատիպերի ստեղծման համար ի հայտ են գալիս նաև որոշ նորարարական մեթոդներ, ինչպիսին է լազերային հավելանյութերի արտադրությունը։
Այո, լազերային եռակցումը հարմար է բարձրարժեք բաղադրիչների ճշգրիտ վերանորոգման համար:
Կենտրոնացված ջերմային մուտքը նվազագույնի է հասցնում հիմնական նյութերի լրացուցիչ վնասը վերանորոգման ընթացքում։
Ցանկանո՞ւմ եք սկսել աշխատել լազերային եռակցման մեքենայով։
Ինչո՞ւ չդիտարկել մեզ։

Հրապարակման ժամանակը. Փետրվարի 12-2024